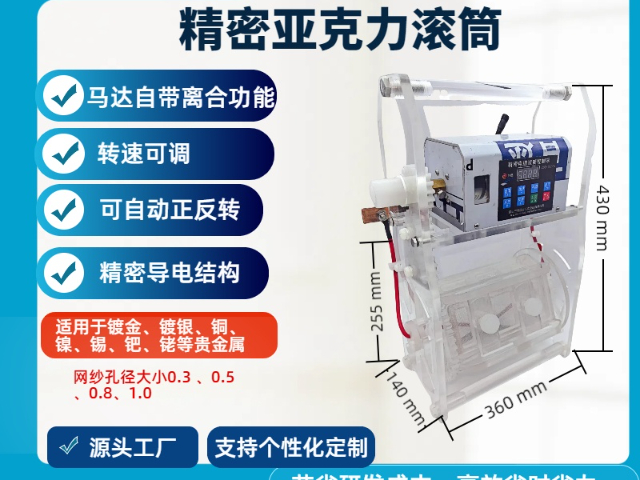
江西手動線貴金屬電鍍滾筒源頭廠家
電鍍加工中的滾鍍工藝介紹:
滾鍍是電鍍加工中的一種常見方法,適用于小型零件。以下是滾鍍工藝的要點:
1.工藝概述
滾鍍將大量小型零件放入滾筒中,通過滾筒的旋轉使零件在電鍍液中均勻接觸,從而實現電鍍。
2.工藝流程
前處理:包括除油、酸洗等,確保表面清潔。
裝料:將零件裝入滾筒。
電鍍:滾筒浸入電鍍液,通電進行電鍍。
后處理:清洗、干燥等。
滾鍍加工
3.優點
高效:可同時處理大量小型零件。
均勻:滾筒旋轉確保鍍層均勻。
節省:減少電鍍液和能源消耗。
4.缺點
限制:不適用于大型或復雜零件。
磨損:零件間摩擦可能導致表面損傷。
5.應用領域
廣泛應用于電子、五金、汽車等行業的小零件電鍍,如螺絲、螺母等。
6.設備
主要設備包括滾筒、電鍍槽、電源和控制系統。
7.注意事項
滾筒設計:需根據零件形狀和尺寸選擇合適的滾筒。
電流密度:控制適當,避免鍍層不均或燒焦。
電鍍液管理:定期維護,確保成分穩定。 操作很簡便,新手也能上手。江西手動線貴金屬電鍍滾筒源頭廠家
小滾鍍機裝載量對電鍍效果和生產效率的影響
比較好裝載量可依據滾筒容積與填充系數來確定,填充系數一般處于0.3-0.6區間。對于片狀零件,例如墊片,因其形狀扁平,在滾筒內堆積時空間利用率相對較低,填充系數通常取0.3。而球形零件,像滾珠,由于球體間接觸點少,堆積較為緊密,填充系數可取0.5。異形件的形狀復雜多樣,難以直接套用固定系數,需通過實測堆積密度來精細計算填充系數。值得注意的是,裝載量并非越多越好。一旦超載,零件在滾筒內難以充分翻滾,導致鍍液無法均勻覆蓋,鍍層易出現發花現象,嚴重影響產品質量。反之,欠載則意味著滾筒空間未被充分利用,會降低生產效率,增加生產成本。基于長期實踐,行業總結出一個實用的經驗公式:裝載重量(kg)=0.25×滾筒直徑(cm)×長度(cm)。該公式能為裝載量提供一個大致參考,幫助操作人員快速估算,但在實際應用中,仍需結合零件具體形狀、材質等因素,靈活調整裝載量,以實現高效、質量的電鍍生產。 重慶定制電鍍滾筒網板IP67 防護等級,適應惡劣生產環境。

電鍍滾筒應用案例汽車零部件制造:在汽車發動機的螺絲、螺母電鍍上,一家大型汽車零部件供應商使用電鍍滾筒進行鍍鋅。通過特殊的電鍍工藝和對滾筒轉速、鍍液溫度的精細控制,在零部件表面形成了致密且均勻的鍍鋅層。經鹽霧測試,這些零部件的防銹能力比普通工藝處理的提升了 50%,有效延長了汽車零部件的使用壽命,獲得汽車廠商的高度認可。五金行業:一家五金工具生產商利用電鍍滾筒對小型扳手、螺絲刀等工具進行鍍鉻。電鍍滾筒內零件的合理翻滾,確保工具的每一處都能鍍上均勻且牢固的鉻層,提升了工具的表面硬度和耐磨性。產品投入市場后,因耐用性強,客戶滿意度高達 95%,市場份額逐步擴大。航空航天領域:某航空航天企業針對一些小型的鋁合金航空零件,定制了細的電鍍滾筒進行鍍鎳。在真空環境下,電鍍滾筒保證了鍍鎳過程的穩定性,有效避免了氧化問題。鍍鎳后的零件表面質量極高,尺寸精度得到良好控制,滿足了航空航天零件對性能和質量的嚴苛要求,為航空航天產品的可靠性提供了保障。
電鍍滾筒在文創產品電鍍中的應用:文創產品作為文化與創意的結晶,注重展現獨特外觀與個性化設計,宛如藝術海洋中的璀璨明珠。電鍍滾筒則成為滿足金屬材質文創徽章、鑰匙扣等產品電鍍需求的 “創意魔法師”。通過定制化電鍍工藝與傾斜式電鍍滾筒的巧妙配合,在保證產品質量的堅實基礎上,能夠實現如仿古鍍層般的復古韻味,仿佛將歷史的厚重感融入其中;或是打造彩色鍍層的絢麗效果,如同為產品披上五彩霞衣。這些創意鍍層效果極大地增加了文創產品的藝術魅力,使其在眾多商品中脫穎而出,成為消費者眼中的獨特存在。同時,也提升了產品的收藏價值,滿足了市場對個性化文創產品的強烈需求,為文創產業的蓬勃發展注入了新的活力智能調度系統,單臺年處理 50 萬件。

電鍍滾筒技術解析:
一、結構設計與工作原理
組件
筒體:材質多為PP或PVDF,壁厚8-12mm,直徑Φ300-Φ1200mm,長度L600-2000mm。
導電系統:內置銅質導電桿(截面積≥100mm2),表面鍍錫處理,接觸電阻<5mΩ。排水孔:孔徑Φ3-5mm,開孔率25-35%,排布方式影響溶液交換效率。密封裝置:采用氟橡膠O型圈,耐溫范圍-20℃~120℃,泄漏率<0.5L/h。工作參數轉速:常規6-12r/min,精密零件需0.5-3r/min可調。
裝載量:按體積計算,建議填充率≤60%,防止零件碰撞變形。
電流密度:根據零件表面積計算,通常1-5A/dm2,需配合陰極移動(行程50-100mm) 小型滾鍍機,助力產品升級。四川手動線貴金屬電鍍滾筒有幾種
支持微型元件,0.5mm 孔徑處理無壓力。江西手動線貴金屬電鍍滾筒源頭廠家
常見單金屬鍍層應用范圍
鍍鋅電鍍鋅(5-15μm),是性價比比較高的防銹工藝,汽車緊固件(螺絲、螺母)采用堿性鍍鋅,耐鹽霧≥72h;建筑五金(合頁、鎖具)通過彩色鈍化(藍白/軍綠)兼顧防銹與外觀,成本占比不足10%。
鍍鎳功能性鍍層,厚度8-25μm:電子:連接器鍍氨基磺酸鎳,導電性≥50MS/m;衛浴:水龍頭鍍雙層鎳(半光+微孔),通過48hCASS測試;航空:鋁合金化學鍍鎳,精度±0.5μm,耐磨性提升3倍。
鍍銅兼具底層與裝飾功能:飾品:鍍銅(1-3μm)打底,仿金電鍍成本降80%;PCB:酸性鍍銅(18-35μm)導電率≥58MS/m;復合層:預鍍銅提升結合力,達ASTMB571標準。
鍍鉻高硬度(HV800-1000)與裝飾性并重:工具:硬鉻鍍層耐磨性提高5倍;汽車:微裂紋鉻鍍輪轂,光澤度≥90GU;環保:三價鉻替代六價鉻,毒性降低96%且符合ROHS。 江西手動線貴金屬電鍍滾筒源頭廠家
- 模塊化真空機作用 2025-04-29
- 廣東鉻酸電鍍過濾機 2025-04-29
- 鹽酸電鍍過濾機售價 2025-04-29
- 上海真空機與負壓環境 2025-04-29
- 濾芯式電鍍過濾機售價 2025-04-29
- 定制化真空機實現除油或電鍍要求 2025-04-29
- 上海實驗電鍍設備參考價 2025-04-29
- 智能電鍍過濾機有哪些 2025-04-29
- 單孔位真空機供應商 2025-04-29
- 江蘇真空負壓真空機 2025-04-29
- 河北減壓穩壓閥200X減壓閥哪家好 2025-04-29
- 珠海數字板卡供應商 2025-04-29
- 上海MOVECO擺動油缸廠家 2025-04-29
- 河北國產壓濾器 2025-04-29
- 河南陶瓷機械液壓油缸 2025-04-29
- 臺州遙控港口漏斗操作 2025-04-29
- 無錫奔馳汽車座椅齒輪 2025-04-29
- 山東進口機床高壓冷卻泵代理品牌 2025-04-29
- 山東現代自動化設備什么價格 2025-04-29
- 福建特殊園林綠化工程施工多少錢 2025-04-29