廣東深圳一體化電鍍滾筒設備
臥式電鍍滾筒:臥式電鍍滾筒外觀呈竹筒或柱狀,在實際作業中水平放置。其橫截面具有多種形狀,包括六角形、八角形以及圓形,其中六角形的設計為常用。在六角形滾筒內,零件在翻滾過程中的跌落幅度較大,這促使它們能夠充分混合。這種良好的混合效果有效減少了鍍層厚度的波動,使得鍍件表面質量得到提升。該類型滾筒廣泛應用于五金、家電、電子等行業的小零件電鍍領域,憑借其高效的生產能力,極大地提高了勞動生產效率。不過,臥式電鍍滾筒的封閉式結構存在一定弊端。由于鍍液在滾筒內部的流通相對受限,導致電鍍時間延長,且鍍層厚度均勻性欠佳,尤其是在零件的低電流區域,鍍層質量難以保證。在尺寸規格方面,臥式電鍍滾筒十分豐富。大尺寸的滾筒適合加工數量眾多、重量較大的零件,比如在五金行業中大量的標準件電鍍,大滾筒一次能夠裝載更多零件,從而大幅提高生產效率;而小尺寸的滾筒則適用于數量少、重量輕的零件,能更好地控制鍍層質量,滿足精細化生產需求。醫療件電鍍,振動滾筒護航。廣東深圳一體化電鍍滾筒設備

滾鍍機主要依靠滾筒旋轉這一運作方式,讓零件在滾筒內持續翻滾,進而充分接觸電解液,完成電鍍流程。其結構涵蓋驅動系統、滾筒、電解槽以及電源。滾筒側壁開設有孔徑在 0.5-3mm 的小孔,這種設計既保障電解液能夠順利滲透,又能防止零件從滾筒中漏出。驅動電機配備變頻調速功能,轉速一般在 0-12r/min 之間,可依據零件尺寸靈活調整,確保不同零件都能獲得均勻鍍層。在材質選用上,機身多采用 PP/PVC 防腐材質,能有效抵御電解液的腐蝕。滾筒則依據不同電鍍類型,選用鈦合金、不銹鋼或耐高溫塑料,滿足多樣的使用需求。小滾鍍機的關鍵參數方面,滾筒容量常見范圍為 5-50L,可適配不同規模的生產需求。電流密度保持在 0.5-5A/dm2,能精細調控電鍍速度與質量。溫控精度可達 ±1℃,穩定的溫度環境對確保鍍液性能、提升鍍層質量起著關鍵作用。憑借這些設計與參數,小滾鍍機高效且穩定地為各類零件提供質量電鍍服務 。河南手提式精密電鍍滾筒報價行情智能調度系統,單臺年處理 50 萬件。
電鍍滾筒尺寸的選擇需綜合多方面因素:
零件因素:小尺寸零件,像電子元件,易堆積重疊,選小滾筒可縮短混合周期,提升鍍層質量;大尺寸或特殊形狀零件,如瑪鋼件、雙頭毛栓,為保證裝載量與翻滾效果,適合大滾筒。零件數量多、重量大時,選大滾筒保證產量;少而輕的零件,小滾筒就能滿足需求,還能使鍍層更均勻。材質脆性大、易氧化的,如釹鐵硼,用小滾筒減少損傷與氧化;材質堅硬的,對滾筒尺寸限制小。生產需求因素:追求高生產效率、大產量,選大滾筒增加單次裝載量;注重鍍層質量、產量要求不高,小滾筒更合適。不同鍍種工藝不同,滾鍍鋅加工量大,酸性鍍鋅工藝受零件混合周期影響小,常用大滾筒;滾鍍鎳、銅,鍍液導電差、鍍層沉積慢,一般用小滾筒。設備與場地因素:滾筒尺寸越大,所需驅動功率越高,要確保設備功率足夠。場地空間有限,選合適尺寸滾筒,保證安裝運行空間;空間充足,可依生產需求選大滾筒。成本因素:大尺寸滾筒設備采購成本高,小滾筒較低,需結合預算與生產規模考量。大滾筒運行時耗電量、耗液量等成本高,小滾筒雖低,但可能無法滿足大規模生產,需權衡利弊。
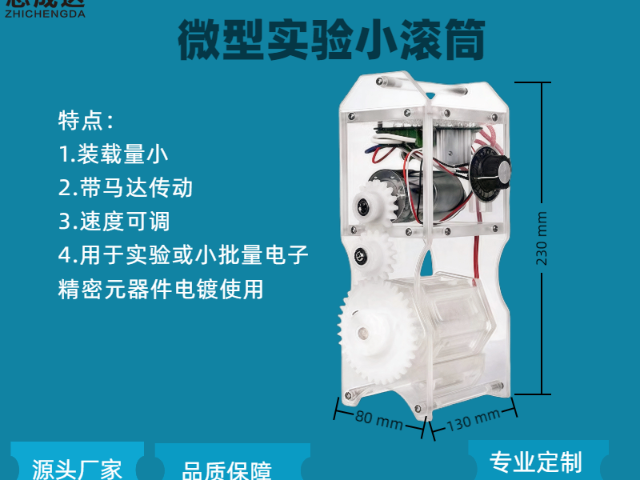
電鍍滾筒在電子顯微鏡零部件中的應用:電子顯微鏡作為精密儀器,其零部件對精度和表面質量的要求堪稱登峰造極。
電鍍滾筒在電子顯微鏡的金屬零部件電鍍領域扮演著極為關鍵的角色,尤其是在樣品臺、物鏡極靴等關鍵部件的電鍍過程中。
振動式電鍍滾筒憑借精細鍍層控制能力,能夠實現亞微米級鍍層精度。在操作過程中,通過精確調控振動頻率、振幅等參數,使得金屬離子能夠均勻且有序地沉積在零部件表面,從而確保零部件表面光滑平整,如同精心打磨的鏡面,杜絕任何雜質顆粒的存在。如此高質量的鍍層,完全契合電子顯微鏡對高分辨率成像的嚴苛標準。因為在電子顯微鏡成像時,哪怕是極其微小的瑕疵或雜質,都可能導致成像模糊、失真。而經振動式電鍍滾筒處理的零部件,為科研機構和高校開展微觀研究提供了很好的硬件支撐. 小型滾鍍機,鍍層質量可靠。

小滾鍍機裝載量對電鍍效果和生產效率的影響
比較好裝載量可依據滾筒容積與填充系數來確定,填充系數一般處于0.3-0.6區間。對于片狀零件,例如墊片,因其形狀扁平,在滾筒內堆積時空間利用率相對較低,填充系數通常取0.3。而球形零件,像滾珠,由于球體間接觸點少,堆積較為緊密,填充系數可取0.5。異形件的形狀復雜多樣,難以直接套用固定系數,需通過實測堆積密度來精細計算填充系數。值得注意的是,裝載量并非越多越好。一旦超載,零件在滾筒內難以充分翻滾,導致鍍液無法均勻覆蓋,鍍層易出現發花現象,嚴重影響產品質量。反之,欠載則意味著滾筒空間未被充分利用,會降低生產效率,增加生產成本。基于長期實踐,行業總結出一個實用的經驗公式:裝載重量(kg)=0.25×滾筒直徑(cm)×長度(cm)。該公式能為裝載量提供一個大致參考,幫助操作人員快速估算,但在實際應用中,仍需結合零件具體形狀、材質等因素,靈活調整裝載量,以實現高效、質量的電鍍生產。 超聲協同,改善電鍍質量。安徽手動線貴金屬電鍍滾筒滾鍍機
納米復合鍍層,硬度 HV1200,耐磨抗蝕。廣東深圳一體化電鍍滾筒設備
滾筒驅動的變革
磁耦合驅動憑借全密封結構脫穎而出,這種設計徹底解決了軸封漏液的難題。在貴金屬電鍍過程中,鍍液價值高昂且對環境要求嚴苛,磁耦合驅動可有效避免鍍液泄漏造成的損失與污染,因此特別適合應用于此類場景。伺服電機搭配減速機的組合,定位精度可達 ±0.1°。其獨特之處在于能實現正反轉交替模式,例如設置為 5 分鐘正向運轉后緊接著 1 分鐘反向運轉。這一模式可使零件在滾筒內翻滾更均勻,提升鍍層的一致性與質量。液壓懸浮軸承則致力于降低滾筒運行時的振動與噪音,能將噪音控制在 65dB 以下,營造更為安靜的工作環境。 廣東深圳一體化電鍍滾筒設備
- 浙江微型電鍍滾筒報價行情 2025-04-26
- 螺桿式冷水機多少錢 2025-04-26
- 福建手提式電鍍滾筒報價行情 2025-04-26
- 湖南精密電子元器件電鍍滾筒廠家電話 2025-04-26
- 貴州貴金屬電鍍滾筒設備 2025-04-26
- 湖南精密電鍍滾筒網板 2025-04-26
- 浙江精密電鍍滾筒 2025-04-26
- 廣東可定制電鍍工藝冷水機 2025-04-26
- 重慶PP電鍍滾筒有幾種 2025-04-26
- 四川精密電子元器件電鍍滾筒 2025-04-26
- 貴州高填充密煉機規格 2025-04-26
- 廣東果蔬奶酪生產線技術參數 2025-04-26
- 生產碳纖維布的機器經銷商 2025-04-26
- 河北電機外殼加工廠 2025-04-26
- 襄陽直臂式蜘蛛車維修 2025-04-26
- 不銹鋼化工離心泵生產廠家 2025-04-26
- 閩侯大型高低壓設備 2025-04-26
- 西藏工廠電鍍公司 2025-04-26
- 渦輪壓縮機高效進口過濾器推薦 2025-04-26
- 淮南本地回轉減速機廠家報價 2025-04-26