樹脂金剛石砂輪磨氧化鋁陶瓷選品與使用指南
氧化鋁陶瓷硬度高、加工難度大,選對樹脂金剛石砂輪是關鍵。本文詳解選品要點、使用技巧及注意事項,助你高效打磨,提升加工質量。
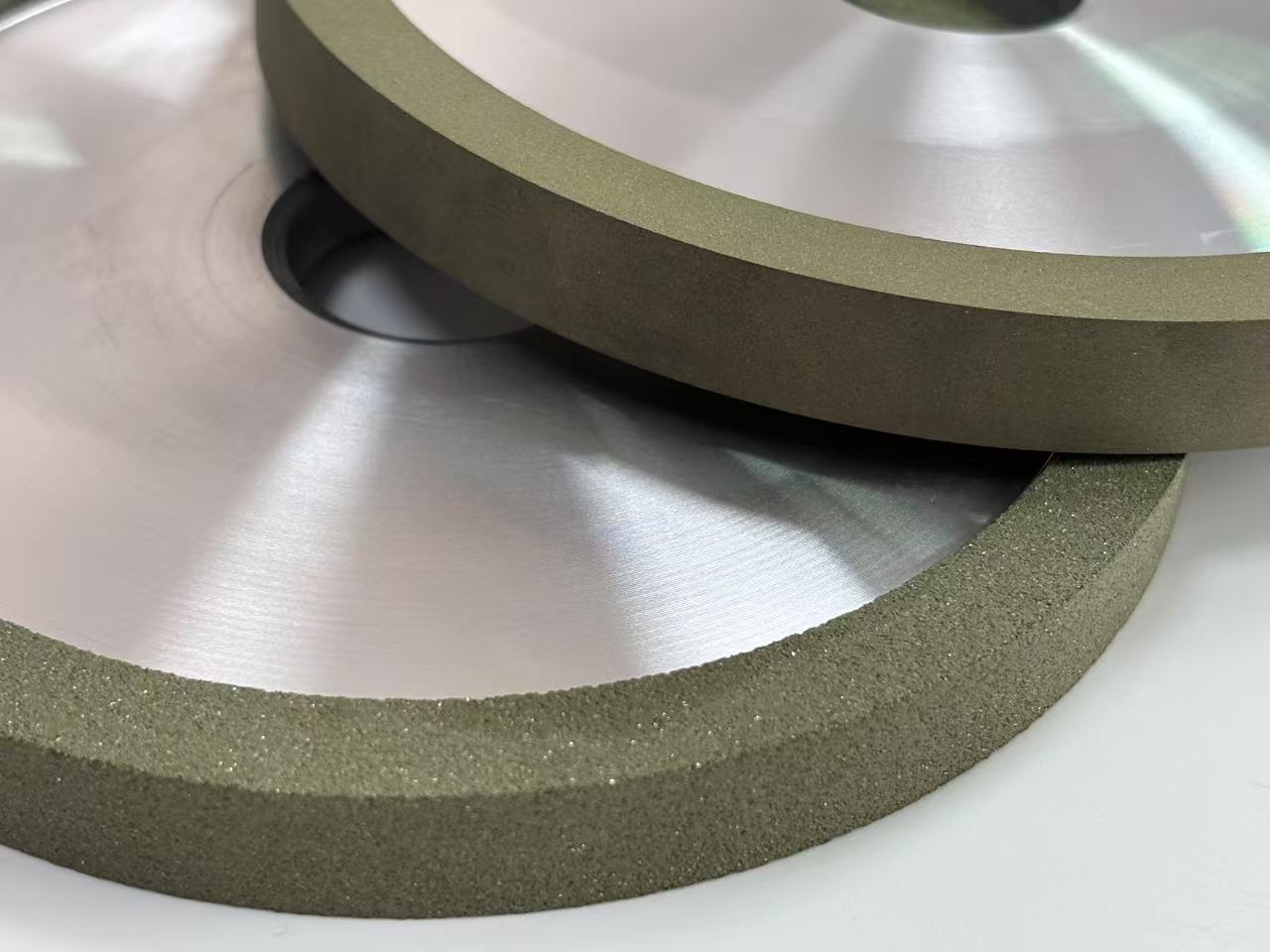
在工業加工領域,氧化鋁陶瓷憑借**度、高硬度及優異的化學穩定性,被廣泛應用于電子、機械等行業。但因其特殊材質,對打磨工具要求極高,樹脂金剛石砂輪成為理想之選。那么,如何科學選品、正確使用并規避風險?以下為你深度解析。
一、選品要點:匹配材質與需求
1. 粒度選擇:砂輪粒度直接影響打磨效率與表面質量。粗粒度(如30/40目)適合快速去除大量材料,適用于粗磨;細粒度(120/140目以上)能實現精細打磨,用于精磨與拋光。加工氧化鋁陶瓷時,若追求高效開粗,可選擇40/50目;若需高精度表面,建議100/120目以上。
2. 濃度把控:金剛石濃度決定砂輪耐磨性與鋒利度。濃度過高,砂輪易發熱、磨損工件;濃度過低,使用壽命短。打磨氧化鋁陶瓷,推薦50%-75%濃度,兼顧耐用性與切削力。
3. 結合劑特性:樹脂結合劑具備良好的彈性與自銳性,散熱佳、不易堵塞,適合氧化鋁陶瓷的磨削。選品時,需關注其耐熱性與強度,避免高溫下結合劑軟化失效。
二、使用技巧:規范操作提效率
1. 設備適配:確保機床主軸轉速與砂輪標注轉速匹配,避免超速運行導致砂輪碎裂。同時,檢查夾具穩固性,防止工件加工時位移。
2. 磨削參數:采用“小進給、低轉速”原則,進給量控制在0.01-0.03mm/次,轉速根據砂輪直徑調整(一般2000-3500r/min),減少切削熱與表面損傷。
3. 冷卻潤滑:充足的冷卻液不可或缺。推薦使用水基冷卻液,既能帶走磨削熱,又能沖走碎屑,防止砂輪堵塞。冷卻液流量需覆蓋整個磨削區域,確保降溫效果。
三、注意事項:安全與質量并重
1. 存放保養:樹脂金剛石砂輪應避光、干燥存放,遠離高溫與腐蝕性物質,防止結合劑老化。長期閑置后使用前,需進行平衡檢測與修整。
2. 實時監測:加工過程中,密切觀察砂輪磨損情況與工件表面質量。若發現砂輪異常磨損、工件表面出現裂紋或燒傷,立即停機檢查,必要時更換砂輪。
3. 人員防護:佩戴護目鏡、防塵口罩與防護手套,防止碎屑飛濺與粉塵吸入。定期檢查設備安全裝置,確保操作安全。
掌握以上選品、使用與注意事項,能讓樹脂金剛石砂輪在氧化鋁陶瓷打磨中發揮**效能,降低加工成本,提升成品品質。無論是新手還是經驗豐富的從業者,規范的操作與科學的選品,都是高效加工的基石。