蘇州精雕五軸加工加工中心
五軸加工中心中立式五軸加工中心使用為,立式五軸加工中心是由基礎的常規立式加工中心(三軸)發展而來,通俗可以這樣理解在基礎常規立式加工中心(三軸)原有的結構上增加了兩個旋轉軸,就是立式五軸加工中心,它擁有三個直線坐標軸和兩個旋轉坐標軸。立式五軸加工中心根據兩個旋轉軸設置的位置不一同可分為三種類型,分別是兩個旋轉軸設置在工作臺上、兩個旋轉軸設置在主軸上和一個旋轉軸設置在主軸上另一個旋轉軸設置在工作臺上。五軸加工中心有哪些類型兩個旋轉軸設置在工作臺上此類五軸加工中心將兩個旋轉軸安裝在工作臺上,一個旋轉軸圍繞著X軸做旋轉運動,我們定義為A軸,A軸的工作范圍通常在+30度至-120度。另一個旋轉圍繞著Z軸做回轉運動,我們定義為C軸,C軸的工作范圍通常在360度回轉。立式五軸加工中心通過A軸和C軸組合,可以加工除了安裝面以外的其它面,A軸和C軸的小分度值為0.001度,在工件的加工面上全無死角,安裝面除外,可以加工斜面、斜孔等。衢州五軸加工服務哪家好,歡迎咨詢上海前水機電工程有限公司。蘇州精雕五軸加工加工中心

五軸聯動加工中心是一種科技含量高、精度高、專門用于加工復雜曲面的機床,此類產品的技術水平對一個國家的綜合制造能力具有重要影響力。在4月由中國機床工具工業協會主辦的第十七屆中國國際機床展覽會(CIMT2021)上,展出了多種類型的五軸立、臥式加工中心,歐美日品牌悉數參展。國內機床企業五軸加工中心也如雨后春筍,北京精雕的產品已系列化,主打高精密模具加工;大連科德五軸加工中心近幾年獲得長足發展,數控系統、功能部件自主化,主打復雜零件加工。本屆展會五軸加工中心工作臺面以Φ400mm-Φ630mm居多,其中多為AC或BC軸結構。1.應用領域及典型工件五軸加工中心可以實現一次裝夾完成銑削、鉆孔、攻絲等多面加工,通過五軸五聯動還可加工復雜零件的自由曲面,減少了多次裝夾造成的重復定位誤差,縮短了上下料的輔助時間,降低了多序加工時的設備采購成本和工裝夾具的使用成本,提高了產品的加工精度和加工效率。目前主要應用于航空航天、、汽車、醫療、精密模具等領域。蘇州精雕五軸加工加工中心浙江五軸加工售后服務哪家好,歡迎咨詢上海前水機電工程有限公司。

五軸加工的眾多優點說起五軸機床的特點,就要和傳統的三軸設備來比較。生產中三軸加工設備比較常見,有立式、臥式及龍門等幾種形式。常見的加工方法有立銑刀端刃加工、側刃加工,球頭刀的仿形加工等。但無論哪種形式和方法都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角坐標系中的運動。所以,在面對下面這些產品時,三軸機床效率低、加工表面質量差甚至無法加工的弊端就暴露出來了。與三軸數控加工設備相比,五聯動數控機床有以下優點:1.保持刀具比較好切削狀態,改善切削條件如上圖,在左圖中三軸切削方式,當切削刀具向頂端或工件邊緣移動時,切削狀態逐漸變差。而要在此處也保持比較好切削狀態,就需要旋轉工作臺。而如果我們要完整加工一個不規則平面,就必須將工作臺以不同方向旋轉多次。可以看見,五軸機床還可以避免球頭銑刀中心點線速度為0的情況,獲得更好的表面質量。2.有效避免刀具干涉如上圖,針對航空航天領域內應用的葉輪、葉片和整體葉盤等零件的加工,三軸設備由于干涉原因無法滿足工藝要求,而五軸機床就可以滿足。
五軸加工中心比較大的特點就是一次性裝夾可以把五個面都加工。也就是所謂的加工角度避讓。如果是聯動機床,C軸能夠無限制旋轉,A軸大約能做到130度旋轉。這些設備特性使得加工時不會發生干涉。這樣帶來的好處在于一次裝夾既可以完成加工,即避免了多次裝夾所帶來的重復定位誤差。同時一次裝夾也節約了大量的時間,提高了工作效率。能夠減少從產品到發貨的時間,減少庫存貨量。②減少設備投資成本,車間占地以及車間數量。五軸加工中心左右復合加工機,通常帶有T(車)功能,從甚至從車床到銑床到立磨都可以包括進去,大家都知道目前立磨設備的價格非常昂貴,通過成本、加工節拍等核算可以發現五軸的性價比較高。此前大家生產加工可能以工程分割式為主,這樣的生產方式問題在于有大量的等待時間無法消除。但是五軸復合型加工設備所的的工程集約式生產需要前期的等待調試時間,并且隨著目前國內各類整機模擬軟件的普及,甚至只需要導入毛坯數據就可以完成編程,也能夠縮短前期準備。所以目前國外的汽配件以及制造基本都是以五軸為主。③不需要特殊的夾具,能實現自動化。南京五軸加工哪家好,歡迎咨詢上海前水機電工程有限公司。
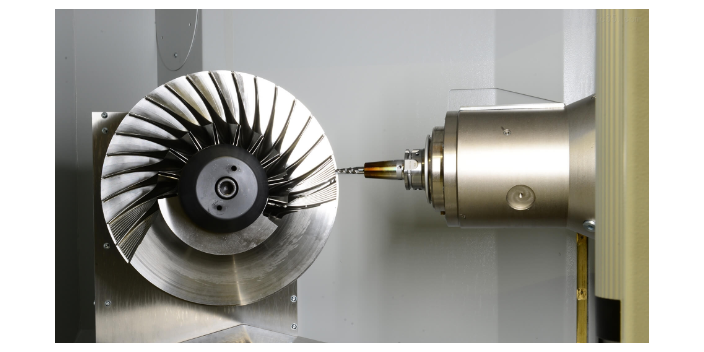
五軸加工中心加工的典型零件主要有航空發動機葉輪、葉片,船用螺旋槳,重型發電機轉子,汽輪機轉子,義齒模具,輪胎模具等,典型樣件見下圖。輪胎模具義齒葉輪葉片2.機床典型結構五軸加工中心的運動軸大多采用3+2的結構,即由X、Y、Z三個直線運動軸加上兩個旋轉軸(即A/B、A/C或B/C)組成。由兩個旋轉軸組合形式可將其大體分為雙軸轉臺(搖籃式)、單轉臺加單擺頭式(一擺一轉式)和雙擺頭式三種形式。部分展商及展品1.德瑪吉森精機(DMGMORI)本次展會,DMGMORI展出的第三代DMU50是典型的B/C結構五軸立式加工中心,該產品也是德馬吉在國內五軸市場上的主打產品,銷量比較大。第三代DMU50采用一體式床身,具有更好的剛性。采用冷卻措施,使機床長期保持高精度。同時三軸采用全閉環控制,配備了光柵尺進行位置反饋,提高機床的定位精度。DMG公司的DMU系列五軸立式加工中心可模塊化配置自動線模塊、交換工作臺站、擴展刀庫站,并與整機保持統一風格。該機X/Y/Z軸行程650/520/475mm,快移速度42 m/min,B軸擺動范圍-35°/+110°,工作臺直徑?630mm,工作臺承重300kg,工件比較大高度450mm,主軸轉速20-15000r/min。安徽五軸加工哪家好,歡迎咨詢上海前水機電工程有限公司。杭州橋式五軸加工參考價格
廣東五軸加工售后服務哪家好,歡迎咨詢上海前水機電工程有限公司。蘇州精雕五軸加工加工中心
五軸加工工藝與三軸加工工藝基本相同,坐標軸數增加的作用可以減少工件的裝夾定位次數,實現一次裝夾完成盡可能多的加工內容,實現工序集中。簡單來說,除機床外,五軸加工工藝系統,同樣包括刀具系統(刀柄、刀具)、夾具系統和工件系統。(1)五軸相關刀柄系統介紹刀具系統是工藝系統重要組成部分,由刀柄和刀具兩部分組成,合理地選用刀柄不僅可以提高加工精度還可以有效降低工藝難度。根據機床的主軸錐孔不同,通常分為兩大類,即通用刀柄和高速刀柄。通用刀柄:7:24錐度刀柄是機床領域應用普遍的主軸接口形式,容易拆卸,無自鎖。通常有5種標準和規格,即NT、DIN69871(德國標準)、IS07388/1(國際標準)、MASBT(日本標準)、ANSI/ASME(美國標準)。主軸通過將刀柄尾部拉釘將刀柄拉緊。目前國內使用多的是DIN69871型即JT)和MASBT型兩種。高速刀柄:由于7:24的通用刀柄是靠刀柄的7:24錐面與機床主軸孔的7:24錐面接觸定位連接的,在高速加工、連接剛性和重合精度三方面有局限性。在五軸加工,尤其是高速中出現了HSK,其余還有KM、NC5刀柄、CAPTO等多種型號類型。蘇州精雕五軸加工加工中心
上海前水機電工程有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在上海市等地區的建筑、建材中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,上海前水機電工程供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 嘉興進口五軸加工大概價格 2025-04-05
- 湖州模型五軸加工出廠價 2025-04-05
- 蘇州精雕五軸加工加工中心 2025-04-05
- 常州生產臥式鏜銑哪里有 2025-04-05
- 南京橋式五軸加工加工中心 2025-04-05
- 南京大型臥式鏜銑大概價格 2025-04-05
- 無錫國產臥式鏜銑直銷價格 2025-04-05
- 無錫立式五軸加工直銷價格 2025-04-05
- 上海吸塑五軸加工哪里有 2025-04-05
- 湖州立式五軸加工參考價格 2025-04-05
- 徐匯區標準瀝青路面修補修復 2025-04-05
- 曲面墻面木紋膜大概多少錢 2025-04-05
- 長春低壓加工模具品牌 2025-04-05
- 天津通體防滑瓷磚 2025-04-05
- 海南環保混凝土高鐵蓋板 2025-04-05
- 上海特制盛裝歡迎咨詢 2025-04-05
- 儀器實驗室通風系統工程 2025-04-05
- 常州亞克力板折彎 2025-04-05
- 莆田油墨不銹鋼鈑金加工價格 2025-04-05
- 無錫通鎳合金廠家 2025-04-05