奉賢區鋁制上海金山奉賢供鋁型材拉彎加工
使在加熱圈處的鋼管發生漸進式的彎曲變形。從而獲得所需曲率管件。如附圖2所示,鋼管彎管熱彎成型設備包括由底座、側推輥輪、絲桿絲母、減速機組成,絲桿絲母7安裝在底座上,在絲桿絲母上安裝側推輥輪6和側推輥輪10,減速機8連接絲桿絲母,側推輥輪上部安裝有輥輪9。一對側推輥輪安裝在絲桿絲母上,輥輪相對。減速機8與絲桿絲母相連接傳動動力到側推輥輪,使側推輥輪在鋼管熱彎成型時對鋼管成型進給。權利要求1.一種鋼管彎管熱彎成型工藝,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,伸出至中頻感應加熱圈前,導向輥裝置的兩組導向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進給裝置,并將進給裝置上的側推輥輪調整好與管端外圓接觸,中頻感應加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,其特征是水平彎管成型進給裝置上的側推輥輪開始垂直于鋼管推出方向對鋼管成型進給,側推輥輪對鋼管熱彎成型的切入點到達預先計算好的成型后的坐標點之后,側推輥輪停止對鋼管的切入進給,獲得所需曲率的管件。2.根據權利要求1所述的鋼管彎管熱彎成型工藝,其特征是中頻感應加熱圈對鋼管加熱到920士20°,推送裝置向前以推進速度為45士5mm/min的速度推出。鍋爐、石油化工、家具、機械制造、裝潢、金屬結構、幕墻裝飾等行業。奉賢區鋁制上海金山奉賢供鋁型材拉彎加工

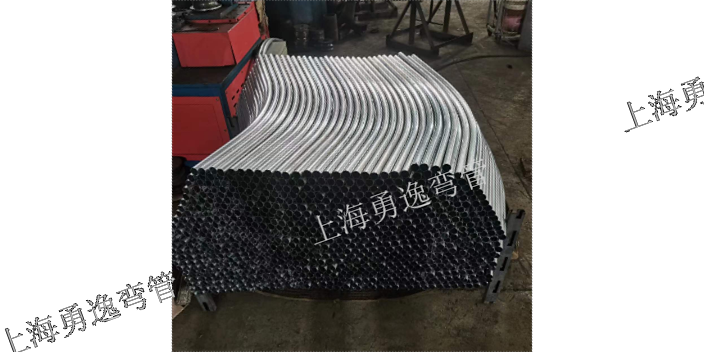
目前在實際很多鋼結構項目上,作為建設方又想節約資金,又想確保工程的質量,這看似矛盾的問題,其實好好在選用材料上多選用些性價比高的材料,也能很好解決。小編簡單總結下網架鋼結構的選材技巧都有哪些方面。由于我國鋼產量已經突破兩億噸,鋼材品種更趨于多樣化。各種新型建材,如輕質保溫墻板彩涂壓型鋼板樓承板等不斷開發出來并推廣應用。在本公司極具經驗的建筑類大跨度網架彎弧工程及橋梁彎弧鋼結構工程中,本公司所加工的彎弧產品一致受到客戶好評。勇逸在市場里誕生,在競爭中發展,在舊的世紀內積累,在新的世紀內壯大。十多年的生產歷史,市場化的競爭機制,鑄就了一個技術、經驗豐富、設備精良、品種齊全、質量可靠的金屬型材彎曲企業。展望未來,勇逸愿與所有客戶精誠合作共同發展。奉賢區鋁制上海金山奉賢供鋁型材拉彎加工上海金山彎管廠哪家加工質量好。
彎管的環剛度實際上是指抗外部壓力指標。壓力管道的承受的負載有內部壓力和外部的壓力。通常內部壓力產生的應力是造成管材破壞的主要因素,破壞的形式是管壁內的拉應力造成的變形過大和破裂。設計時一般先按承受內壓負載進行設計計算,選擇材料和結構數據,如壁厚,再考慮外壓負載進行設計驗算,必要時修改結構數據。彎管的環剛度實際上不是一直不變的,同樣壓力的管道,但是并不是說環剛度一樣,彎管口徑越大,環剛度會相應減弱,還有種情況,氣溫的變化也是有影響的,天氣溫度下降,管材的硬度也增強,那么自然環剛度也變大。
彎管加工采用不銹鋼以前彎管加工在材料多數是鐵,但是隨著現在技術的不斷的進步,彎管加工的材料也開始多樣化了,不銹鋼沖壓彎管工藝起首焊接一個橫截面為多邊形的多棱環殼或兩頭的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓效果下橫截面由多邊形逐步釀成圓,成為一個圓形環殼。不銹鋼沖壓彎管合用于石油、自然氣、化工、水電、修建和汽鍋等行業的管路系。不需管坯作原料,可節省制管設備及模具費用,且可獲得恣意大直徑而壁厚相對較薄的碳鋼彎頭。可以縮短制造周期,出產本錢降低。坯料為平板或可展曲面,因此下料簡略,精度輕易包管,組裝焊接便利。為避免由于加熱而發生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。焊后硬化性較大,隨便發生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進行300℃以上的預熱和焊后700℃左右的緩冷處置。武漢鋼材市場彎管廠專業加工旋轉樓梯。
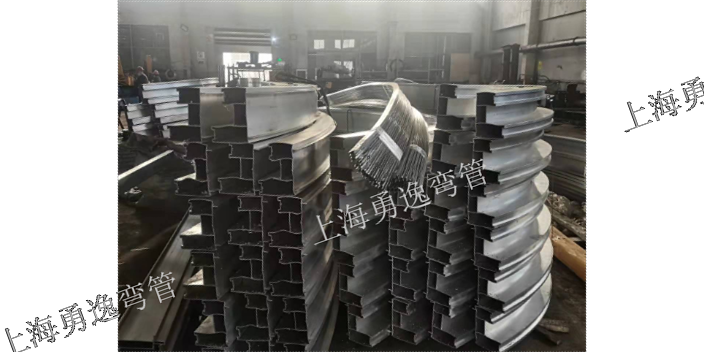
上海勇逸彎管有限公司是一家經上海市工商局批準,集生產、研發、開發彎管加工等諸多功能于一體的專業性廠家。公司主營業務包括:1.彎管加工:對φ1.6---76之間的不銹鋼管、銅管、鋁管、鋼管等不同材質進行各種鈑金折彎及焊接組立,并可進行表面處理等后續加工,滿足不同客戶的需求。2.高壓油管:公司專業設計制造高壓油管、空調管路、設備液壓管路,真空鋼管、空壓管路、汽車剎車油管、電動車液壓管路、注塑機液壓管路、汽車測試管路,產品涵蓋:物流裝備、汽車管路、工程機械等液壓裝備業,擁有進口數控彎管機和管端成型機等關鍵設備,技術性能優良并處于國內水平,產品通過ISO9001質量體系認證。品質有保證。上海彎圓,彎弧加工,等剪板,折邊來料,彎管加工及訂單加工。奉賢區鋁制上海金山奉賢供鋁型材拉彎加工
上海彎管加工,熱彎,上海熱彎廠,上海熱彎加工。奉賢區鋁制上海金山奉賢供鋁型材拉彎加工
比較好用X線探傷后,表面磨除暴露氣孔,用激光補焊。表面氣孔缺點可直接用激光局部焊接修補。三、研磨與拋光1.機械研磨:鈦的化學反應性高,導熱系數低,粘性大,機械研磨研削比低,且易于磨料磨具發生反應,普通磨料不宜用于鈦的研磨與拋光,比較好采用導熱性好的超硬磨料,如金剛石、立方氮化硼等,拋光線速度一般為900~1800m/min.為宜,否則,鈦表面易發生研削燒傷和微裂紋。2.超聲波研磨:通過超聲振動作用,使磨頭和被研磨面間的磨粒與被研磨面產生相對運動而達到研磨、拋光的目的。其優點在于常規旋轉工具研磨不到的溝、窩和狹窄部位變得容易了,但較大的鑄件研磨效果還不能令人滿意。3.電解機械復合研磨:采用導電磨具,在磨具與研磨面之間施加電解液和電壓,通過機械和電化學拋光的共同作用下,降低表面粗糙度提高表面光澤度。電解液為,電壓為5v,轉速為3000rpm/min.,此方法只能研磨平面,對復雜的義齒支架的研磨還處于研究階段。4.桶研磨:利用研磨桶的公轉與自轉所產生的離心力,使桶內的義齒與磨料相對摩擦運動而起到降低表面粗糙度的研磨目的。研磨自動化、效率高,但只能降低表面粗糙度而不能提高表面光澤度,研磨的精度較差。奉賢區鋁制上海金山奉賢供鋁型材拉彎加工
- 南京鋁合金彎圓加工銷售加工廠家 2025-05-02
- 青浦區庫存戶外游樂設施彎管加工 2025-05-02
- 青浦區銷售景觀橋彎管 2025-05-02
- 廈門鋁合金彎圓加工銷售地址 2025-05-02
- 金屬彎管加工制作視頻大概多少錢 2025-05-02
- 天津鋁合金彎圓加工銷售報價 2025-05-02
- 松江區景觀橋彎管生產供應 2025-05-02
- 馬路護欄彎管鋁合金彎圓加工銷售廠家哪家專業 2025-05-01
- 仙居鋁合金彎圓加工銷售圖片 2025-05-01
- 馬鞍山景觀橋彎管五星服務 2025-05-01
- 四川地方膩子粉價格行情 2025-05-02
- 南通千級潔凈室價格 2025-05-02
- 溫州洞頭區公墓咨詢電話 2025-05-02
- 鄭州醫藥冶金涂料質量好 2025-05-02
- 外墻用真石底漆多少錢 2025-05-02
- 墓地訂購價格 2025-05-02
- 內蒙古建筑堵漏修繕補強加固 2025-05-02
- 菏澤幕墻玻璃量大從優 2025-05-02
- 楊浦區石材板幕墻設計施工 2025-05-02
- 南通智能化市政公用工程大概多少錢 2025-05-02