-
探索LIMS在綜合第三方平臺(tái)建設(shè)
-
高校實(shí)驗(yàn)室引入LIMS系統(tǒng)的優(yōu)勢(shì)
-
高校實(shí)驗(yàn)室中LIMS系統(tǒng)的應(yīng)用現(xiàn)狀
-
LIMS應(yīng)用在生物醫(yī)療領(lǐng)域的重要性
-
LIMS系統(tǒng)在醫(yī)藥行業(yè)的應(yīng)用
-
LIMS:實(shí)驗(yàn)室信息管理系統(tǒng)的模塊組成
-
如何選擇一款適合的LIMS?簡(jiǎn)單幾步助你輕松解決
-
LIMS:解決實(shí)驗(yàn)室管理的痛點(diǎn)
-
實(shí)驗(yàn)室是否需要采用LIMS軟件?
-
LIMS系統(tǒng)在化工化學(xué)行業(yè)的發(fā)展趨勢(shì)
浦東新區(qū)60x60X2方管拉彎加工聯(lián)系人
以前彎管加工在材料多數(shù)是鐵,但是隨著現(xiàn)在技術(shù)的不斷的進(jìn)步,彎管加工的材料也開(kāi)始多樣化了,下面我們就先對(duì)不銹鋼彎管加工進(jìn)行簡(jiǎn)單介紹。不銹鋼沖壓彎頭的制造工藝起首焊接一個(gè)橫截面為多邊形的多棱環(huán)殼或兩頭***的多棱扇形殼,內(nèi)部沖滿壓力介質(zhì)后,施以內(nèi)壓,在內(nèi)壓效果下橫截面由多邊形逐步釀成圓,較終成為一個(gè)圓形環(huán)殼。1、不銹鋼沖壓彎頭合用于石油、自然氣、化工、水電、修建和汽鍋等行業(yè)的管路系。不需管坯作原料,可節(jié)省制管設(shè)備及模具費(fèi)用,且可獲得恣意大直徑而壁厚相對(duì)較薄的碳鋼彎頭。2、因?yàn)樯鲜龆l緣由,可以縮短制造周期,出產(chǎn)本錢降低。坯料為平板或可展曲面,因此下料簡(jiǎn)略,精度輕易包管,組裝焊接便利。3、為避免由于加熱而發(fā)生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過(guò)長(zhǎng),層間快冷,以窄焊道為宜。4、不銹鋼沖壓彎頭焊后硬化性較大,隨便發(fā)生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進(jìn)行300℃以上的預(yù)熱和焊后700℃左右的緩冷處置。若焊件不克不及進(jìn)行焊后熱處置,則應(yīng)選用不銹鋼沖壓彎頭焊條。不銹鋼沖壓彎頭焊接時(shí),遭到反復(fù)加熱析出碳化物上海醫(yī)療配件不銹鋼彎管聯(lián)系方式。浦東新區(qū)60x60X2方管拉彎加工聯(lián)系人
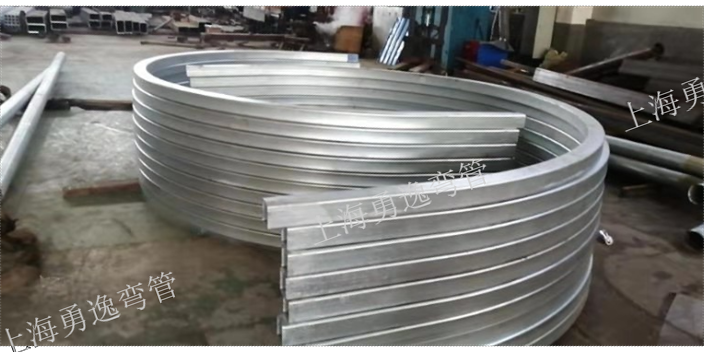
冷拉彎管在進(jìn)行使用的過(guò)程中其壽命比較長(zhǎng),管材在額定的使用溫度以及壓力下,其使用壽命可以達(dá)到50年以上,冷拉彎管具有防紫外線、以及使產(chǎn)品不褪色。冷拉彎管的耐熱性好,在進(jìn)行工作的過(guò)程中其水位為70度其軟化的溫度為140度。產(chǎn)品在使用的過(guò)程中非常的衛(wèi)生,在進(jìn)行制作的過(guò)程中其材料完全是由碳合氫兩種無(wú)素組成。冷拉彎管在進(jìn)行加工的過(guò)程中沒(méi)有添加其任何的0重金屬穩(wěn)定劑,質(zhì)量非常的可靠。冷拉彎管的保溫性以及耐腐蝕性好,產(chǎn)品除了少數(shù)氫化劑外,在使用的過(guò)程中可以耐多種化學(xué)介質(zhì)的侵蝕,在使用時(shí)會(huì)具有優(yōu)異的耐酸、耐腐蝕以及耐堿的性能,產(chǎn)品在使用的過(guò)程中不會(huì)滋生細(xì)菌。冷拉彎管由于材料導(dǎo)熱系數(shù)低,20攝氏度的導(dǎo)熱系數(shù)為(43-52W/mk)、紫鋼管(333W/mk)小得多,故PP-R管保溫性好。冷拉彎管的重量輕且高抗沖,在使用時(shí)由于其獨(dú)特的抗沖強(qiáng)度性能比其他實(shí)壁管有著非常明顯的改善,其產(chǎn)品的環(huán)剛度相當(dāng)于實(shí)壁的,冷拉彎管密度為。宿遷60x60X2方管拉彎加工廠家電話地址武漢彎管廠加工異型彎管歡迎來(lái)電。

眾所周知,制作彎管的重要道具彎管模具是重要組成部分,因其不同的形狀和形態(tài)而壓制出不同型號(hào)和質(zhì)量的彎管。為節(jié)約成本,通過(guò)不同的切割工藝,改造出更實(shí)用的彎管模具。在彎管模具改造時(shí),企業(yè)也要注意其本身的特點(diǎn)。彎管模具夾緊部分不能過(guò)短,否則容易造成鋼管變形,可保證在20mm左右。在模具管材較軟較薄的部位,必須夾緊部分應(yīng)穿心軸防止變形。對(duì)于夾模與輪模是同時(shí)旋轉(zhuǎn)彎管的,夾緊力不需要太大。同時(shí)夾模的夾緊力可根據(jù)管子直徑、管壁厚度適當(dāng)調(diào)整。用v形夾模夾緊時(shí),夾模與輪模有時(shí)有間隙,間隙的大小與管子直徑大小有關(guān),當(dāng)管子直徑為φ10mm時(shí),間隙小。隨著管子直徑的增加間隙逐漸增大,但不影響裝夾與加工。
彎管機(jī)大致可以分為數(shù)控彎管機(jī),全主動(dòng)彎管機(jī)等等。首要用于電力施工,公鐵路建立,汽鍋、橋梁、船舶、家俱,裝潢等方面的管道鋪設(shè)及修造,具有功用多、構(gòu)造合理、操作簡(jiǎn)略等長(zhǎng)處。本機(jī)械除了具有彎管功用外,還能將油缸作為液壓千斤頂運(yùn)用,相關(guān)于數(shù)控彎管設(shè)備而言具有價(jià)錢廉價(jià),運(yùn)用便利的特點(diǎn),在國(guó)內(nèi)彎管機(jī)市場(chǎng)占有主導(dǎo)產(chǎn)物地位。彎管機(jī)的首要特點(diǎn):1、彎管機(jī)采用觸熒幕加數(shù)控模組,對(duì)話式操作,程式設(shè)定簡(jiǎn)潔輕易。2、床身構(gòu)造穩(wěn)定,不易變形。3、每一檔可設(shè)定16個(gè)彎管角度,記憶體可儲(chǔ)放16組檔案。4、俱慢速定位功用,彎管角度不變,反復(fù)精度達(dá)±°。5、錯(cuò)誤訊息在屏幕上顯示,協(xié)助操作者立刻掃除。6、供應(yīng)自行研發(fā)之座標(biāo)轉(zhuǎn)換彎管加工值,軟體可選購(gòu)裝在桌上型電腦編纂核算。以上主要是針對(duì)上海彎管在加工過(guò)程中的技術(shù)原理介紹,并在此基礎(chǔ)上對(duì)其特有的作用進(jìn)行一個(gè)簡(jiǎn)單的分析,希望可以給大家?guī)?lái)幫助。自行車停車架,戶外運(yùn)動(dòng)器械,戶外健身器材,汽摩配件,挖掘機(jī)。

中頻感應(yīng)加熱圈對(duì)鋼管加熱后,推送裝置再把鋼管向前推出,同時(shí)水平彎管成型進(jìn)給裝置上的側(cè)推輥輪開(kāi)始垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給,側(cè)推輥輪對(duì)鋼管熱彎成型的切入點(diǎn)到達(dá)預(yù)先計(jì)算好的成型后的坐標(biāo)點(diǎn)之后,側(cè)推輥輪停止對(duì)鋼管的切入進(jìn)給,獲得所需曲率的管件。鋼管本身與導(dǎo)向輥裝置的兩組導(dǎo)向輥裝置以及水平彎管成型進(jìn)給裝置的側(cè)推輥輪形成三點(diǎn)受力彎曲,當(dāng)在推送裝置的推力作用下,使在加熱圈處的鋼管發(fā)生漸進(jìn)式的彎曲變形,從而獲得所需曲率的管件,不會(huì)因旋臂回轉(zhuǎn)半徑和生產(chǎn)場(chǎng)地面積的局限,可以隨意生產(chǎn)不同曲率半徑的彎管。中頻感應(yīng)加熱圈對(duì)鋼管加熱到920士20°。推送裝置向前以推進(jìn)速度為45士5mm/min的速度推出。側(cè)推輥輪以50士5mm/min速度垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給。本發(fā)明的鋼管彎管熱彎成型設(shè)備是包括由推送裝置、導(dǎo)向輥裝置、中頻感應(yīng)加熱圈組成,水平彎管成型進(jìn)給裝置包括由底座、側(cè)推輥輪、絲桿絲母、減速機(jī)組成,絲桿絲母安裝在底座上,在絲桿絲母上安裝一對(duì)側(cè)推輥輪,減速機(jī)連接絲桿絲母,側(cè)推輥輪上部安裝有輥輪。一對(duì)側(cè)推輥輪相對(duì)安裝在絲桿絲母上。本發(fā)明生產(chǎn)效率高,不受生產(chǎn)場(chǎng)地面積的局限,可以隨意生產(chǎn)不同曲率半徑的彎管。武漢拉彎廠銷售承接金屬藝術(shù)加工。浦東新區(qū)60x60X2方管拉彎加工聯(lián)系人
武漢鋼材市場(chǎng)彎管廠專業(yè)加工旋轉(zhuǎn)樓梯。浦東新區(qū)60x60X2方管拉彎加工聯(lián)系人
附圖1為本發(fā)明示意圖。附圖2為本發(fā)明側(cè)推輥輪結(jié)構(gòu)示意圖。具體實(shí)施例方式下面結(jié)合附圖和實(shí)施例對(duì)本發(fā)明作進(jìn)一步說(shuō)明。圖中水平彎管成型進(jìn)給裝置1,鋼管2,推送裝置3,導(dǎo)向輥裝置4,中頻感應(yīng)加熱圈5,側(cè)推輥輪6,絲桿絲母7,減速機(jī)8,輥輪9,側(cè)推輥輪10。如附圖1、附圖2所示,鋼管彎管熱彎成型工藝采用的設(shè)備是包括由推送裝置3、導(dǎo)向輥裝置4、中頻感應(yīng)加熱圈5、水平彎管成型進(jìn)給裝置1組成,開(kāi)始時(shí)先將需彎曲的鋼管2吊放到工位上,再由推送裝置3把鋼管推出,伸出至中頻感應(yīng)加熱圈5前,導(dǎo)向輥裝置4的兩組導(dǎo)向輥夾緊鋼管2,在垂直于鋼管2推出方向安裝有水平彎管成型進(jìn)給裝置1,并將進(jìn)給裝置上的側(cè)推輥輪6調(diào)整好與管端外圓接觸。中頻感應(yīng)加熱圈5對(duì)鋼管2加熱到920士20°C后,推送裝置3再把鋼管2向前以推進(jìn)速度為45士5mm/min的速度推出,同時(shí)水平彎管成型進(jìn)給裝置1上的側(cè)推輥輪6開(kāi)始以50士5mm/min速度垂直于鋼管推出方向?qū)︿摴艹尚瓦M(jìn)給。當(dāng)側(cè)推輥輪6對(duì)鋼管2熱彎成型的切入點(diǎn)到達(dá)跟據(jù)訂單要求的管件數(shù)據(jù)預(yù)先計(jì)算好的成型后的坐標(biāo)點(diǎn)之后,側(cè)推輥輪6停止對(duì)鋼管的切入進(jìn)給。鋼管2本身與導(dǎo)向輥裝置4的兩組導(dǎo)向輥裝置以及側(cè)推輥輪6形成三點(diǎn)受力彎曲,當(dāng)在推送裝置3的推力作用下。浦東新區(qū)60x60X2方管拉彎加工聯(lián)系人
- 馬路護(hù)欄彎管鋁合金彎圓加工銷售圖片 2025-05-04
- 盤管醫(yī)療配件不銹鋼彎管價(jià)格 2025-05-04
- 吳興醫(yī)療配件不銹鋼彎管哪家好 2025-05-04
- 遼寧鋁制彎管加工制作視頻 2025-05-04
- 嘉善旋轉(zhuǎn)樓梯定做廠廠家直銷 2025-05-04
- 三門醫(yī)療配件不銹鋼彎管報(bào)價(jià) 2025-05-04
- 寧波鋁合金彎圓加工銷售聯(lián)系電話 2025-05-04
- 馬鞍山鋁合金彎圓加工銷售聯(lián)系電話 2025-05-04
- 山西鋁合金彎圓加工銷售大概多少錢 2025-05-04
- 船舶彎管醫(yī)療配件不銹鋼彎管加工廠家 2025-05-04
- 楊浦區(qū)常見(jiàn)環(huán)保材料專賣店 2025-05-04
- 徐州第三方風(fēng)險(xiǎn)評(píng)估大概價(jià)格 2025-05-04
- 醫(yī)療器械無(wú)塵車間多少錢 2025-05-04
- 建筑外墻清洗哪家服務(wù)好 2025-05-04
- 哈爾濱XPS泡沫玻璃鋼板廠家 2025-05-04
- 馬鞍山標(biāo)準(zhǔn)巴斯夫 2025-05-04
- 建鄴區(qū)專業(yè)活動(dòng)腳手架 2025-05-04
- 無(wú)機(jī)硅晶磨石施工方案廠家哪家好 2025-05-04
- 天門托盤式橋架包括哪些 2025-05-04
- 奉賢區(qū)酒店幕墻施工改造 2025-05-04