-
探索LIMS在綜合第三方平臺(tái)建設(shè)
-
高校實(shí)驗(yàn)室引入LIMS系統(tǒng)的優(yōu)勢(shì)
-
高校實(shí)驗(yàn)室中LIMS系統(tǒng)的應(yīng)用現(xiàn)狀
-
LIMS應(yīng)用在生物醫(yī)療領(lǐng)域的重要性
-
LIMS系統(tǒng)在醫(yī)藥行業(yè)的應(yīng)用
-
LIMS:實(shí)驗(yàn)室信息管理系統(tǒng)的模塊組成
-
如何選擇一款適合的LIMS?簡(jiǎn)單幾步助你輕松解決
-
LIMS:解決實(shí)驗(yàn)室管理的痛點(diǎn)
-
實(shí)驗(yàn)室是否需要采用LIMS軟件?
-
LIMS系統(tǒng)在化工化學(xué)行業(yè)的發(fā)展趨勢(shì)
-
 貴州精細(xì)拋光
貴州精細(xì)拋光自動(dòng)化拋光設(shè)備能在多方面節(jié)省成本,具體如下:?人力成本:可大幅減少人工操作,一臺(tái)自動(dòng)化拋光設(shè)備能替代3-5名人工,按每人年工資5-8萬(wàn)元計(jì)算,每年可節(jié)省15-40萬(wàn)元。?時(shí)間成本:自動(dòng)化拋光設(shè)備運(yùn)行穩(wěn)定,可24小時(shí)不間斷工作,效率比人工提高3-5倍,能加快生產(chǎn)...
2025-04-29 -
 內(nèi)蒙古醫(yī)藥箱體拋光廠家
內(nèi)蒙古醫(yī)藥箱體拋光廠家拋光質(zhì)量不穩(wěn)定可從以下方面排查:?設(shè)備方面:檢查拋光機(jī)的轉(zhuǎn)速是否穩(wěn)定,有無(wú)振動(dòng)或故障,拋光輪是否磨損不均、安裝是否牢固。?工藝參數(shù):確認(rèn)拋光時(shí)間、壓力是否合理且保持一致,研磨劑的種類、濃度、流量是否合適。?材料因素:查看待拋光工件的材質(zhì)是否均勻,表面粗糙度是否...
2025-04-29 -
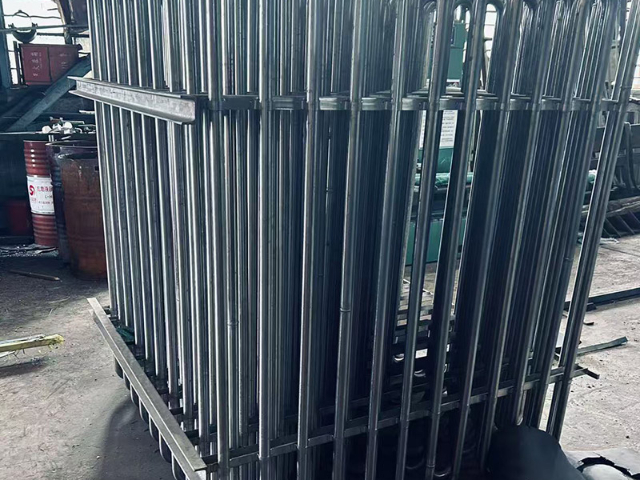
 河北科學(xué)設(shè)備盤管價(jià)格
河北科學(xué)設(shè)備盤管價(jià)格加工中如何處理薄壁件(厚度<2mm)的剛性不足問題?薄壁件易在加工中變形,解決措施:①采用“背襯支撐”工裝(填充環(huán)氧樹脂或低熔點(diǎn)合金),增強(qiáng)剛性;②數(shù)控加工時(shí)降低切削力(小進(jìn)給量、大前角刀具),分多次走刀(每次切削深度<0.3mm);③焊接選用微束等離子焊,熱...
2025-04-29 -
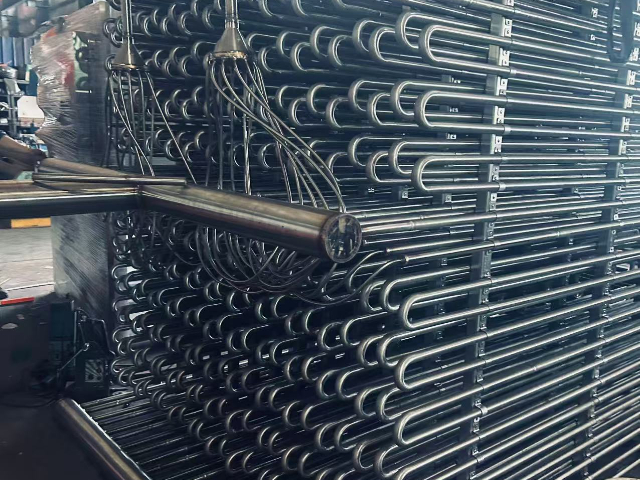
 湖北環(huán)保設(shè)備盤管價(jià)格
湖北環(huán)保設(shè)備盤管價(jià)格盤管的制造工藝影響著其質(zhì)量和性能。質(zhì)量的制造工藝能確保盤管的管徑均勻、管壁厚度一致,從而保證冷媒在管內(nèi)的流動(dòng)順暢,提高換熱效率。在制造過程中,先進(jìn)的焊接技術(shù)能使盤管的連接處牢固可靠,減少泄漏風(fēng)險(xiǎn)。同時(shí),對(duì)盤管表面進(jìn)行特殊處理,如鈍化處理、涂層處理等,可增強(qiáng)其耐...
2025-04-29 -
 湖南化妝品設(shè)備盤管采購(gòu)
湖南化妝品設(shè)備盤管采購(gòu)盤管的保質(zhì)期沒有固定標(biāo)準(zhǔn),會(huì)受多種因素影響。一般來(lái)說,盤管在正常使用條件下,質(zhì)量較好的金屬盤管保質(zhì)期可能在10至15年左右,塑料盤管保質(zhì)期可能在5至10年。若使用環(huán)境良好,維護(hù)得當(dāng),金屬盤管或許能使用更久,達(dá)20年甚至更長(zhǎng)。但要是處于高溫、高濕、強(qiáng)腐蝕等惡劣環(huán)...
2025-04-28 -
 山東真空設(shè)備盤管設(shè)備
山東真空設(shè)備盤管設(shè)備彎管基本上都是經(jīng)過加工制成的,而且它基本上都是用高溫加熱變形變彎的,很多材料一旦預(yù)熱會(huì)變形,而該管道的加工彎制也正是使用這個(gè)原理。它的加熱溫度需要在一定的范圍之內(nèi),在彎制的時(shí)候應(yīng)該盡快確定加熱溫度,在確定之前一定要掌握溫度確定原則。主營(yíng)彎管加工,拉彎加工,彎圓...
2025-04-28 -
 陜西醫(yī)藥箱體拋光生產(chǎn)
陜西醫(yī)藥箱體拋光生產(chǎn)表面有涂層的不銹鋼一般都不建議直接進(jìn)行鏡面拋光處理。因?yàn)橥繉訒?huì)影響拋光效果,可能會(huì)導(dǎo)致拋光不均勻,難以達(dá)到鏡面效果。而且在拋光過程中,拋光工具也可能會(huì)破壞涂層,使涂層失去原有的保護(hù)、裝飾等功能,還可能使不銹鋼基體暴露,增加被腐蝕的風(fēng)險(xiǎn)。如果想要進(jìn)行鏡面拋光,通...
2025-04-28 -
 重慶低溫設(shè)備焊接加工
重慶低溫設(shè)備焊接加工攪拌摩擦焊作為一種新型的固相焊接技術(shù),為鋁合金等輕金屬材料的焊接提供了更好的解決方案。在汽車制造中,為了實(shí)現(xiàn)車身的輕量化,大量采用鋁合金板材。攪拌摩擦焊通過攪拌頭的高速旋轉(zhuǎn)和移動(dòng),使鋁合金板材的待焊部位產(chǎn)生塑性變形,實(shí)現(xiàn)材料的連接。這種焊接方法不需要填充材料,...
2025-04-28 -
 河北生物設(shè)備焊接加工機(jī)器
河北生物設(shè)備焊接加工機(jī)器氣體保護(hù)焊中的二氧化碳?xì)怏w保護(hù)焊成本低、效率高,在鋼結(jié)構(gòu)建筑領(lǐng)域優(yōu)勢(shì)明顯。在大型橋梁、廠房等鋼結(jié)構(gòu)的建設(shè)中,大量的鋼材需要連接。二氧化碳?xì)怏w保護(hù)焊以二氧化碳作為保護(hù)氣體,能有效防止空氣中的氧氣、氮?dú)獾葘?duì)焊縫金屬的侵蝕。其焊接電流密度大,熔敷速度快,可快速完成長(zhǎng)...
2025-04-28 -
 重慶醫(yī)藥設(shè)備焊接加工價(jià)格
重慶醫(yī)藥設(shè)備焊接加工價(jià)格焊接加工:焊縫的強(qiáng)度測(cè)試除了無(wú)損檢測(cè)外,還對(duì)凍干箱體焊縫的強(qiáng)度測(cè)試也是評(píng)估焊接質(zhì)量的重要的內(nèi)容。可通過拉伸試驗(yàn)、彎曲試驗(yàn)等方法來(lái)對(duì)焊縫的強(qiáng)度進(jìn)行測(cè)試。拉伸試驗(yàn)?zāi)軝z測(cè)焊縫的抗拉強(qiáng)度,彎曲試驗(yàn)則可檢驗(yàn)焊縫的韌性和抗裂紋擴(kuò)展能力。在進(jìn)行強(qiáng)度測(cè)試時(shí),要按照相關(guān)的標(biāo)準(zhǔn)和...
2025-04-28 -
內(nèi)蒙古拋光加工
對(duì)于薄壁不銹鋼管件,電解拋光通常更適合,以下是具體分析: ?機(jī)械拋光:依靠機(jī)械外力和研磨劑對(duì)表面進(jìn)行打磨,對(duì)于薄壁管件,在拋光過程中可能因壓力控制不當(dāng),易使管件變形,影響管件尺寸精度和外觀質(zhì)量,且難以處理復(fù)雜形狀和內(nèi)部表面。?電解拋光:利用電化學(xué)原理...
2025-04-28 -
 四川化妝品箱體拋光價(jià)格
四川化妝品箱體拋光價(jià)格不銹鋼鏡面拋光主要有機(jī)械拋光、化學(xué)拋光和電解拋光三種原理: ?機(jī)械拋光:通過拋光設(shè)備帶動(dòng)拋光輪等工具,與不銹鋼表面高速摩擦,利用磨料的切削作用,去除表面的微觀凸起,降低表面粗糙度,使表面逐漸平整光亮。?化學(xué)拋光:將不銹鋼浸入特定的化學(xué)拋光液中,基于金...
2025-04-27 -
新疆五金拋光拋光生產(chǎn)
是否有必要購(gòu)買進(jìn)口的拋光設(shè)備,需綜合多方面因素考量:技術(shù)與性能?進(jìn)口拋光設(shè)備通常在技術(shù)和性能上有優(yōu)勢(shì),如德國(guó)、日本的一些設(shè)備,精度高、穩(wěn)定性強(qiáng)、自動(dòng)化程度高,能實(shí)現(xiàn)更復(fù)雜的拋光工藝,適合對(duì)拋光質(zhì)量和效率要求極高的制造業(yè),如精密電子、航空航天等領(lǐng)域。?國(guó)內(nèi)一些拋...
2025-04-27 -
 湖南生物設(shè)備焊接加工價(jià)格
湖南生物設(shè)備焊接加工價(jià)格焊接加工中:釬焊在航空航天領(lǐng)域有著特殊的應(yīng)用價(jià)值。由于航空航天部件多采用輕質(zhì)合金、復(fù)合材料等,對(duì)焊接工藝的要求極高。釬焊利用低于母材熔點(diǎn)的釬料,在適當(dāng)溫度下熔化并潤(rùn)濕母材,實(shí)現(xiàn)連接。這種焊接方式熱影響區(qū)小,能保持母材的原有性能,對(duì)于精密的航空發(fā)動(dòng)機(jī)部件、衛(wèi)星結(jié)...
2025-04-27 -
內(nèi)蒙古食品箱體拋光
批量拋光不銹鋼時(shí),保證質(zhì)量一致可從以下方面入手: ?統(tǒng)一材料標(biāo)準(zhǔn):選用同一批次、同型號(hào)的不銹鋼材料,確保材質(zhì)均勻、成分穩(wěn)定。?規(guī)范工藝參數(shù):精確設(shè)定并嚴(yán)格控制拋光設(shè)備的轉(zhuǎn)速、壓力、拋光時(shí)間等參數(shù),采用自動(dòng)化設(shè)備可減少人為因素干擾。?保持耗材穩(wěn)定:使用...
2025-04-27 -
 甘肅五金拋光拋光
甘肅五金拋光拋光增加拋光次數(shù)并不能無(wú)限提升鏡面效果,原因如下:?物理極限:工件表面的微觀結(jié)構(gòu)存在極限平整度,當(dāng)拋光達(dá)到一定程度,繼續(xù)增加拋光次數(shù)也難以突破材料本身的物理特性,無(wú)法使表面更平整光滑。?磨損與損傷:過度拋光會(huì)使工件表面產(chǎn)生過熱現(xiàn)象,可能導(dǎo)致材料局部融化、變形,還會(huì)...
2025-04-27 -
河南食品設(shè)備盤管加工
如何檢測(cè)凍干箱體的真空泄漏率常用氦質(zhì)譜檢漏儀,壓力衰減法配合使用:①箱體抽真空至10Pa以下,充入氦氣至常壓;②檢漏儀探頭掃描焊縫、接口等可疑區(qū)域,**小可檢測(cè)漏率5×10??mbar·L/s;③壓力衰減法:保壓30分鐘,壓力下降≤1%為合格。對(duì)于夾層結(jié)構(gòu),需...
2025-04-27 -
山東化妝品設(shè)備盤管
1.高效換熱:緊密排列的盤管極大增加了熱交換面積,熱量傳遞迅速,能在短時(shí)間內(nèi)實(shí)現(xiàn)介質(zhì)的升溫、降溫,無(wú)論是家用空調(diào)還是工業(yè)熱交換器,都能快速調(diào)節(jié)溫度。2.靈活安裝:盤管柔軟可彎折,能根據(jù)不同設(shè)備的空間結(jié)構(gòu)進(jìn)行定制,無(wú)論是狹窄的角落還是復(fù)雜的布局,都能輕松適配,有...
2025-04-27 -
浙江化妝品設(shè)備盤管采購(gòu)
盤管的耐壓性能對(duì)于凍干設(shè)備的安全運(yùn)行至關(guān)重要。在運(yùn)行過程中,盤管內(nèi)的換熱介質(zhì)處于一定的壓力之下,如果盤管的耐壓性能不足,可能會(huì)出現(xiàn)泄漏甚至爆裂等嚴(yán)重安全事故。因此,在選擇盤管時(shí),要根據(jù)設(shè)備的工作壓力要求,選擇耐壓等級(jí)合適的盤管。同時(shí),在設(shè)備運(yùn)行過程中,也要定期...
2025-04-27 -
 北京盤管廠家
北京盤管廠家凍干箱盤管的安裝精度要求較高。在安裝過程中,需確保盤管與箱體的連接緊密,無(wú)松動(dòng)現(xiàn)象,否則可能導(dǎo)致熱量泄漏或冷媒泄漏,影響凍干效果。同時(shí),盤管的安裝位置要準(zhǔn)確,保證其與物料擱板的相對(duì)位置符合設(shè)計(jì)要求,以實(shí)現(xiàn)均勻的熱量傳遞。安裝人員需嚴(yán)格按照安裝手冊(cè)進(jìn)行操作,使用...
2025-04-27 -
 廣西食品箱體拋光加工
廣西食品箱體拋光加工傳統(tǒng)拋光磨料如氧化鋁、碳化硅等,可被一些新材料替代,以下是部分例子:?金剛石微粉:具有極高的硬度和耐磨性,能實(shí)現(xiàn)高效精密拋光,尤其適用于硬脆材料如光學(xué)玻璃、陶瓷等,可獲得比傳統(tǒng)磨料更好的表面質(zhì)量和精度。?氧化鈰:化學(xué)活性高,在玻璃、水晶等材料的拋光中,相比傳統(tǒng)...
2025-04-27 -
 江蘇化妝品箱體拋光加工
江蘇化妝品箱體拋光加工要降低拋光過程中的廢品率,可采取以下措施:?優(yōu)化工藝參數(shù):通過實(shí)驗(yàn)和數(shù)據(jù)分析,確定針對(duì)不同材質(zhì)和形狀工件的比較好拋光時(shí)間、壓力、轉(zhuǎn)速及研磨劑配方,制定標(biāo)準(zhǔn)參數(shù)表并嚴(yán)格執(zhí)行。?加強(qiáng)設(shè)備維護(hù):定期對(duì)拋光設(shè)備進(jìn)行保養(yǎng)、檢修,及時(shí)更換磨損的部件和拋光輪,確保設(shè)備穩(wěn)定運(yùn)...
2025-04-27 -
四川食品箱體拋光廠家
拋光設(shè)備的折舊年限通常受設(shè)備類型、使用環(huán)境、技術(shù)更新等因素影響。一般來(lái)說,普通的手動(dòng)拋光設(shè)備,折舊年限大概在5 - 8年。這類設(shè)備結(jié)構(gòu)相對(duì)簡(jiǎn)單,主要依靠人工操作,磨損相對(duì)較快,且技術(shù)更新?lián)Q代速度相對(duì)較慢。而自動(dòng)化程度較高的拋光設(shè)備,如數(shù)控拋光機(jī)等,由于其技術(shù)含...
2025-04-27 -
 廣東打磨拋光加工
廣東打磨拋光加工小型拋光機(jī)通常不太適合大規(guī)模生產(chǎn),主要原因如下:效率方面小型拋光機(jī)的功率、加工尺寸和處理速度相對(duì)有限,一次只能對(duì)小尺寸或少量工件進(jìn)行拋光,面對(duì)大規(guī)模生產(chǎn)任務(wù),需要長(zhǎng)時(shí)間連續(xù)運(yùn)行,且需大量設(shè)備和人力協(xié)同,整體效率低下,難以滿足交期要求。質(zhì)量方面大規(guī)模生產(chǎn)對(duì)拋光質(zhì)...
2025-04-27 -
海南拋光生產(chǎn)
新手進(jìn)行不銹鋼鏡面拋光有以下注意事項(xiàng): ?安全防護(hù):佩戴護(hù)目鏡、手套等防護(hù)用具,防止拋光過程中磨料、飛濺物傷眼,避免皮膚接觸拋光液等化學(xué)物質(zhì)。?了解材料:熟悉待拋光不銹鋼的型號(hào)、特性,不同材質(zhì)的硬度、耐腐蝕性不同,對(duì)拋光工藝要求有差異。?設(shè)備調(diào)試:先...
2025-04-27 -
重慶五金拋光拋光生產(chǎn)
不銹鋼鏡面拋工和拉絲是兩種常見的表面處理工藝,各具特色。不銹鋼鏡面拋工能使不銹鋼表面達(dá)到極高的光潔度,如同鏡子一般清晰反射物體。這一工藝通常需要經(jīng)過多道研磨和拋光工序,使用逐漸精細(xì)的磨料,逐步消除表面的劃痕和瑕疵。在操作過程中,需要嚴(yán)格控制研磨壓力、速度和...
2025-04-27 -
 廣西醫(yī)藥箱體拋光價(jià)格
廣西醫(yī)藥箱體拋光價(jià)格傳統(tǒng)拋光磨料如氧化鋁、碳化硅等,可被一些新材料替代,以下是部分例子:?金剛石微粉:具有極高的硬度和耐磨性,能實(shí)現(xiàn)高效精密拋光,尤其適用于硬脆材料如光學(xué)玻璃、陶瓷等,可獲得比傳統(tǒng)磨料更好的表面質(zhì)量和精度。?氧化鈰:化學(xué)活性高,在玻璃、水晶等材料的拋光中,相比傳統(tǒng)...
2025-04-27 -
吉林拋光廠家
新手進(jìn)行不銹鋼鏡面拋光有以下注意事項(xiàng): ?安全防護(hù):佩戴護(hù)目鏡、手套等防護(hù)用具,防止拋光過程中磨料、飛濺物傷眼,避免皮膚接觸拋光液等化學(xué)物質(zhì)。?了解材料:熟悉待拋光不銹鋼的型號(hào)、特性,不同材質(zhì)的硬度、耐腐蝕性不同,對(duì)拋光工藝要求有差異。?設(shè)備調(diào)試:先...
2025-04-27 -
 江蘇醫(yī)藥箱體拋光價(jià)格
江蘇醫(yī)藥箱體拋光價(jià)格小型拋光機(jī)通常不太適合大規(guī)模生產(chǎn),主要原因如下:效率方面小型拋光機(jī)的功率、加工尺寸和處理速度相對(duì)有限,一次只能對(duì)小尺寸或少量工件進(jìn)行拋光,面對(duì)大規(guī)模生產(chǎn)任務(wù),需要長(zhǎng)時(shí)間連續(xù)運(yùn)行,且需大量設(shè)備和人力協(xié)同,整體效率低下,難以滿足交期要求。質(zhì)量方面大規(guī)模生產(chǎn)對(duì)拋光質(zhì)...
2025-04-27 -
福建拋光廠家
準(zhǔn)確測(cè)量拋光后表面光澤度主要有以下方法:光澤度儀測(cè)量?原理:光澤度儀通過發(fā)射一定角度的光束到被測(cè)表面,然后測(cè)量表面反射光的強(qiáng)度,并與標(biāo)準(zhǔn)參考板的反射光強(qiáng)度對(duì)比,得出光澤度值。?操作:測(cè)量前需用標(biāo)準(zhǔn)板對(duì)儀器進(jìn)行校準(zhǔn),然后將儀器垂直放置在被測(cè)表面上,確保測(cè)量頭與表...
2025-04-27