-
 溫州非金屬五軸加工零件
溫州非金屬五軸加工零件五軸加工工藝與三軸加工工藝基本相同,坐標軸數增加的作用可以減少工件的裝夾定位次數,實現一次裝夾完成盡可能多的加工內容,實現工序集中。簡單來說,除機床外,五軸加工工藝系統,同樣包括刀具系統(刀柄、刀具)、夾具系統和工件系統。(1)五軸相關刀柄系統介紹刀具系統是工...
2025-04-17 -
 徐州數控臥式鏜銑操作規程
徐州數控臥式鏜銑操作規程主軸部件定位鍵發生損壞當主軸前端用于撥動刀柄選擇的定位鍵發生一定變形時,設備進行換刀操作時的聲音也會因此增強,要解決這一問題,就要調整霍爾元件的安裝位置,同時用防松膠進行加固,并調整換刀參,更換定位鍵。加工過程中也要注意檢查主軸的準停位置和換刀參位置變化情況,...
2025-04-17 -
 嘉興大型臥式鏜銑廠家
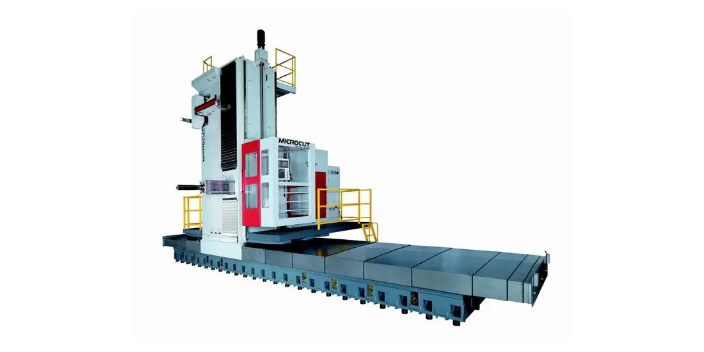
嘉興大型臥式鏜銑廠家方滑枕內應力變化補償當方滑枕伸出時,除了會使整個主軸箱力系重心位移外,懸伸部位的自重引起懸伸部位的應力發生變化,在方滑枕的上部產生較大的拉應力,這應力隨伸出的距離而變化。在方滑枕的上部縱向裝有兩條拉桿,拉桿的一端固定在方滑枕的前端,拉桿的后端經油缸...
2025-04-17 -
嘉興銷售臥式鏜銑聯系方式
有的臥式加工中心帶有自動交換工作臺,在對位于工作位置的工作臺上的工件進行加工的同時,可以對位于裝卸位置的工作臺上的工件進行裝卸,從而縮短輔助時間,提高加工效率。臥式加工中心由于工序的集中和自動換刀,減少了工作裝夾、測量和機床調整等時間,使機床的切削時間達到機床...
2025-04-16 -
 無錫供應臥式鏜銑市場
無錫供應臥式鏜銑市場方滑枕內應力變化補償當方滑枕伸出時,除了會使整個主軸箱力系重心位移外,懸伸部位的自重引起懸伸部位的應力發生變化,在方滑枕的上部產生較大的拉應力,這應力隨伸出的距離而變化。在方滑枕的上部縱向裝有兩條拉桿,拉桿的一端固定在方滑枕的前端,拉桿的后端經油缸...
2025-04-16 -
 湖州橋式五軸加工出廠價
湖州橋式五軸加工出廠價五軸加工的眾多優點說起五軸機床的特點,就要和傳統的三軸設備來比較。生產中三軸加工設備比較常見,有立式、臥式及龍門等幾種形式。常見的加工方法有立銑刀端刃加工、側刃加工,球頭刀的仿形加工等。但無論哪種形式和方法都有著一個共同的特點,就是在加工過程中刀軸方向始終保持...
2025-04-16 -
 無錫供應五軸加工哪家好
無錫供應五軸加工哪家好說起五軸加工中心的特點,就要和傳統的三軸加工中心作比較。西爾普數控曾介紹過三軸加工中心常見的有立式、臥式、龍門三種機型。無論哪種機型的加工方式都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角...
2025-04-16 -
常州非金屬五軸加工多少錢
碳纖維是50年代初應火箭、宇航及航空等前列科學技術的需要而產生的,還廣泛應用于體育器械、紡織、化工機械及醫學領域。隨著前列技術對新材料技術性能的要求日益苛刻,促使科技工作者不斷努力提高。80年代初期,高性能及超高性能的碳纖維相繼出現,這在技術上是又一次飛躍,同...
2025-04-16 -
紹興大型五軸加工零件
五軸加工中心裝配比普通加工中心是要復雜很多的,尤其是在裝配工藝及要求上面,五軸加工中心的旋轉軸對裝配工藝要求非常高。五軸加工中心一共有五個運動坐標軸,分別是兩個運動旋轉軸和三個直線運動坐標軸,一般情況可以根據兩個旋轉運動安裝的位置不同,分為AC組合旋轉軸和BC...
2025-04-16 -
徐州進口臥式鏜銑直銷價格
銑床的加工適用范圍因為銑床有太多的種類和結構,而且適用的度也有很大的差異,所以我們指針對目前常用的立式加工中心和龍門加工中心兩種典型銑床來做一個加工范圍的介紹。A、立式加工中心(如上圖),立式加工中心實際為帶刀庫的立式數控銑床,其主要特點是采用多刃回轉刀具進行...
2025-04-16 -
徐州模型五軸加工大概價格
五軸加工工藝與三軸加工工藝基本相同,坐標軸數增加的作用可以減少工件的裝夾定位次數,實現一次裝夾完成盡可能多的加工內容,實現工序集中。簡單來說,除機床外,五軸加工工藝系統,同樣包括刀具系統(刀柄、刀具)、夾具系統和工件系統。(1)五軸相關刀柄系統介紹刀具系統是工...
2025-04-15 -
連云港大型五軸加工大概價格
五軸機床的機械結構形式想要真正地了解五軸加工,首先我們要讀懂什么是五軸機床。五軸機床(5AxisMachining),顧名思義,是指在X、Y、Z,三根常見的直線軸上加上兩根旋轉軸。A、B、C三軸中的兩個旋轉軸具有不同的運動方式,以滿足各類產品的技術需求。而在五...
2025-04-15 -
紹興大型臥式鏜銑大概價格
車床的類型車床的類型非常多,比較典型的大類有:儀表車床、單軸自動車床、多軸自動或半自動車床、回輪或轉塔車床、曲軸及凸輪軸車床、立式車床、落地及臥式車床、仿形及多刀車、輪軸輥錠及鏟齒車床等等,這其中又分為很多小型的分類,數量不一而足,而在我們機械行業比較常用的是...
2025-04-15 -
常州國產五軸加工一般多少錢
五軸機床還可以使用更短的刀具進行加工,提升系統剛性,減少刀具的數量,避免了刀具的產生。3.減少裝夾次數,一次裝夾完成五面加工如上圖可以看出五軸加工中心還可以減少基準轉換,提高加工精度。在實際加工中,只需一次裝夾,加工精度更容易得到保證。同時五軸加工中心由于過程...
2025-04-15 -
杭州數控五軸加工零件
五軸加工的眾多優點說起五軸機床的特點,就要和傳統的三軸設備來比較。生產中三軸加工設備比較常見,有立式、臥式及龍門等幾種形式。常見的加工方法有立銑刀端刃加工、側刃加工,球頭刀的仿形加工等。但無論哪種形式和方法都有著一個共同的特點,就是在加工過程中刀軸方向始終保持...
2025-04-15 -
寧波雙面臥式鏜銑怎么買
機床必須具備可編程的控制軸,一般為W軸;2、鏜桿和銑套的旋轉必須一致;數控平旋盤和數控可變徑鏜頭的工作原理:通過數控程序將鏜桿的伸縮通過平旋盤內的精密機構轉換為刀具的水平位移;刀具的軸向位移通過滑枕的移動或工作臺的移動來實現。數控平旋盤和數控可變徑鏜頭可加工的...
2025-04-15 -
無錫供應臥式鏜銑聯系方式
有的臥式加工中心帶有自動交換工作臺,在對位于工作位置的工作臺上的工件進行加工的同時,可以對位于裝卸位置的工作臺上的工件進行裝卸,從而縮短輔助時間,提高加工效率。臥式加工中心由于工序的集中和自動換刀,減少了工作裝夾、測量和機床調整等時間,使機床的切削時間達到機床...
2025-04-15 -
紹興大型五軸加工參考價格
五軸加工中心裝配比普通加工中心是要復雜很多的,尤其是在裝配工藝及要求上面,五軸加工中心的旋轉軸對裝配工藝要求非常高。五軸加工中心一共有五個運動坐標軸,分別是兩個運動旋轉軸和三個直線運動坐標軸,一般情況可以根據兩個旋轉運動安裝的位置不同,分為AC組合旋轉軸和BC...
2025-04-15 -
上海數控臥式鏜銑出廠價
與相應的臥式加工中心相比,結構簡單,占地面積較小,價格較低。臥式加工中心:是指主軸軸線與工作臺平行設置的加工中心,主要適用于加工箱體類零件。臥式加工中心的主軸處于水平狀態,通常帶有可進行分度回轉運動的正方形工作臺。一般具有3~5個運動坐標,常見的是三個直線運動...
2025-04-15 -
嘉興橋式五軸加工多少錢
五軸加工工藝與三軸加工工藝基本相同,坐標軸數增加的作用可以減少工件的裝夾定位次數,實現一次裝夾完成盡可能多的加工內容,實現工序集中。簡單來說,除機床外,五軸加工工藝系統,同樣包括刀具系統(刀柄、刀具)、夾具系統和工件系統。(1)五軸相關刀柄系統介紹刀具系統是工...
2025-04-15 -
連云港立式五軸加工大概價格
五軸技術的發展幾十年來,人們普遍認為五軸數控加工技術是加工連續、平滑、復雜曲面的手段。一旦人們在設計、制造復雜曲面遇到無法解決的難題,就會求助五軸加工技術。但是。。。五軸聯動數控是數控技術中難度比較大、應用范圍廣的技術,它集計算機控制、高性能伺服驅動和精密加工...
2025-04-15 -
南京臥式五軸加工直銷價格
說起五軸加工中心的特點,就要和傳統的三軸加工中心作比較。西爾普數控曾介紹過三軸加工中心常見的有立式、臥式、龍門三種機型。無論哪種機型的加工方式都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角...
2025-04-15 -
蘇州生產臥式鏜銑一般多少錢
有的臥式加工中心帶有自動交換工作臺,在對位于工作位置的工作臺上的工件進行加工的同時,可以對位于裝卸位置的工作臺上的工件進行裝卸,從而縮短輔助時間,提高加工效率。臥式加工中心由于工序的集中和自動換刀,減少了工作裝夾、測量和機床調整等時間,使機床的切削時間達到機床...
2025-04-15 -
常州大型五軸加工出廠價
五軸聯動加工中心,是一種科技含量高、精密度高,專門用于加工復雜曲面的加工中心。一、什么是五軸加工中心五軸聯動加工有高效率、高精度的特點,工件一次裝夾就可以完成復雜的加工。能夠適應像汽車零部件、飛機結構件等現在模具的加工。五軸加工中心和五面體加工中心是有很大的區...
2025-04-15 -
金華模型五軸加工大概價格
刀柄結構方式:筒夾刀柄,熱縮刀柄和液壓刀柄(2)五軸相關夾具系統介紹五軸數控加工時,做好定位及夾緊,是保證工件加工精度的重要前提。通過夾具裝夾減少主軸及刀具干涉,減少五軸復雜運動,提高效率,降低能耗,也是夾具的重要作用之一,夾具分類介紹如下:1)常見平口鉗及鉗...
2025-04-15 -
杭州進口臥式鏜銑聯系方式
臥式加工中心,是指主軸軸線與工作臺平行設置的加工中心,主要適用于加工箱體類零件。工件經臥式加工中心一次裝夾后,數控系統能控制機床按照不同加工工序,自動選擇及交換刀具,自動改變機床主軸轉速、進給速度和刀具相對工件的運動軌跡及其他輔佐功能,依次完成多個面多工序加工...
2025-04-15 -
上海數控五軸加工出廠價
說起五軸加工中心的特點,就要和傳統的三軸加工中心作比較。西爾普數控曾介紹過三軸加工中心常見的有立式、臥式、龍門三種機型。無論哪種機型的加工方式都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角...
2025-04-15 -
蘇州吸塑五軸加工怎么買
五軸數控加工中選擇平底端銑刀,在雜亂的模具加工外觀直立的情況下可以大幅度削減加工時間。五軸加工中心的原理也適用于具有視點外觀的旁邊銑削加工,消除球端銑削加工引起的肋骨狀紋理,使模具外觀質量更加抱負,整理模具外觀需求增加人工銑削和技術作業量。經過五軸加工工序使工...
2025-04-14 -
上海數控五軸加工廠家
說起五軸加工中心的特點,就要和傳統的三軸加工中心作比較。西爾普數控曾介紹過三軸加工中心常見的有立式、臥式、龍門三種機型。無論哪種機型的加工方式都有著一個共同的特點,就是在加工過程中刀軸方向始終保持不變,機床只能通過X、Y、Z三個線性軸的插補來實現刀具在空間直角...
2025-04-14 -
金華大型臥式鏜銑哪里有
立式加工中心由于工序的集中和自動換刀,減少了工件的裝夾、測量和機床調整等時間,使機床的切削時間達到機床開動時間的80%左右(普通機床為15~20%);同時也減少了工序之間的工件周轉、搬運和存放時間,縮短了生產周期,具有明顯的經濟效果。加工中心適用于零件形狀比較...
2025-04-14