-
 遼寧環保電纜固定夾
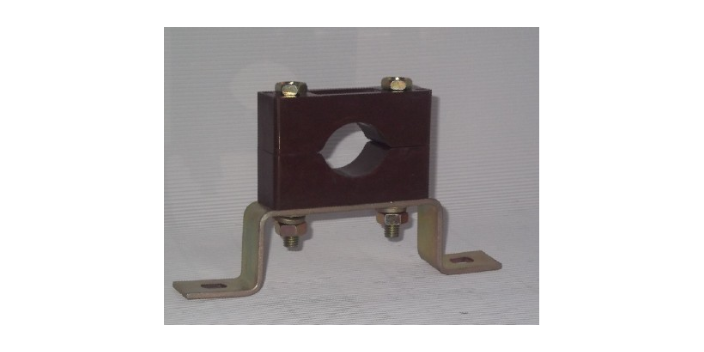
遼寧環保電纜固定夾電纜固定夾具由防渦流夾具、固定支架等產品組成。一、防渦流夾具 型號規格:FJ-01~05,適用于6~1000mm2單芯型的分支電纜安裝固定、FJ-11~14適用于6~240mm2多芯型或擰絞型的分支電纜安裝固定,采用**度環氧樹脂模壓成型,具有防渦流、阻燃、不吸水、強度高、品種齊全、安裝方便等優點,同固定支架配套使用或單獨安裝在橋架中。二、固定支架 型號規格:ZJ-01~05,適用于6~1000mm2單芯型的分支電纜安裝固定、ZJ-11~14適用于6~240mm2多芯型或擰絞型的分支電纜安裝固定,采用冷軋鋼板轉彎、焊接成型,表面鍍鋅或噴塑處理,具有安裝方便、品種齊全、美觀等特點,固定支架和防渦...
-
 安裝電纜固定夾特征
安裝電纜固定夾特征固定夾、固定座有:排線固定夾、電線固定夾、電線固定套、電線固定座、CATV固定座、粘式扁型固定夾、可調式配線固定夾、二段式配線固定座、可調式配線固定座、插銷式固定座、粘式配線固定座、插銷式固定座、壁虎型固定座、扎線固定座、粘式扎線固定座、配線固定鈕等系列。夾持座的一側面上對應調節孔開設兩弧形調節槽,兩螺釘分別穿過調節孔和弧形調節槽與螺母配合,另 一側面上開設二個穿孔,兩固定鉤的螺紋端穿過穿孔與螺母配合。此固定夾結構簡單,可適用于傘或旗幟等桿狀物,且桿狀物可任意傾斜,使用方便。電纜橋架分為槽式、托盤式和梯架式等結構,由支架、托臂和安裝附件等組成。安裝電纜固定夾特征由于現行的模具結構,包括模具的水...
-
 北京有名的電纜固定夾
北京有名的電纜固定夾當扭力為70~110N·m時,在鑄造熱節部位 (B、C點位)縮松較明顯,縮松組織呈三角狀態分布,面積較大,一直擴散到鑄件外表面上,鑄件熱節部位外表面形如橘皮,存在灼傷、熱裂等缺陷。 [1] 當扭力為120N·m時,斷口(B1、C1 節點部位)雖然仍存在縮松,但是,縮松的大小、分布狀態與扭力小于120N·m的斷口明顯不同,其縮松組織分布小、集中,熱節部位鑄件外表面光滑,無灼傷、熱裂等缺陷。但是顯微鏡下觀察A(A1、A2)、B(B1、B2)、C(C1、C2)、D(D1、D2)部位均存在縮松,但是縮松的形態、數量不一樣。電纜橋架分為槽式、托盤式和梯架式等結構,由支架、托臂和安裝附件等組成。北京有名的...
-
是什么電纜固定夾包括哪些
對U形固定夾進行了工藝分析,詳細介紹了各成形工序的模具結構特點、在試模過程中出現的問題、解決這些問題的方法和補救措施,充分考慮了模具結構的可調整性、易損件的更換和模具制造成本的控制。 [2] 零件的工藝分析U形固定夾零件,材料為SPCC,料厚 t =1.5mm 。零件結構比較復雜,主要工序為多道彎曲,彎曲尺寸難以控制。 由此設計了成形工序:沖孔 、翻孔 、落料及6道彎曲成形。該零件的主要特點為:有多處狹長槽孔、不規則狹長槽孔及多處彎曲,因彎曲的垂直度要求較高,在模具結構設計時,必須充分考慮采取減小零件彎曲回彈的工藝措施 。電纜橋架分為槽式、托盤式和梯架式等結構,由支架、托臂和安裝附件等組成。是...
-
吉林是什么電纜固定夾
為了了解固定夾成形時的狀態,在開始模具設計時,充分利用 Magma模擬軟件對固定夾進行充型時流場和溫度場分析,以觀察其充填狀態和凝固狀態,從而判斷制件可能產生缺陷的部位。擠壓模擬用參數、充型狀態分析以及成形凝固分析、為模具的澆注系統和溢流系統設計以及擠壓鑄造工藝參數確定提供了依據。鑄件在成形過程中,液流充填過程較為順暢,局部存在卷氣現象,但通過開設溢流和排氣槽,充填效果得到了改善。鑄件基本實現了順序凝固。 [1]固定支架和防渦流夾具配套使用。吉林是什么電纜固定夾對U形固定夾進行了工藝分析,詳細介紹了各成形工序的模具結構特點、在試模過程中出現的問題、解決這些問題的方法和補救措施,充分考慮了模具結...
-
 河北優良電纜固定夾
河北優良電纜固定夾電纜夾具由夾具主體,彈簧,銷軸和開關銷組成。夾具主體的H形上,下內側分別設有導向槽,該導向槽的兩端設有與上,下側相對應的四個方孔。一側有兩個平行的連接板,另一側有一個連接板,并且在每個連接板上開有相同直徑的圓孔。電纜夾具主體以鋼板為骨架,表面由熔化的尼龍材料制成,形狀為中心繪制的不對稱H形結構。通過電纜夾具固定電纜和水管的方法是通過彈簧鎖定的方法實現的。電纜夾具具有***的應用范圍,可用于**普通采礦和綜合采礦。電纜夾具一般由防渦流夾,固定支架和其他產品組成。同固定支架配套使用或單獨安裝在橋架中。河北優良電纜固定夾由于現行的模具結構,包括模具的水冷系統已定型,很難再對其作大的水冷結構改造,只能...
-
常規電纜固定夾材料
提出了模具溫度對固定夾凝固結晶的影響;給出了固定夾工藝參數的控制結果。認為擠壓鑄造工藝替代低壓鑄造或重力鑄造工藝生產固定夾,不論在產品品質還是在生產效率方面都具有明顯優勢。生產固定夾模具工作溫度控制在180~260℃的范圍**為理想;當充型速度從145mm/s降至70mm/s,在同樣T6熱處理后,鑄件表面氣泡率小于5%。 [1] 固定夾生產工藝過程影響擠壓鑄件質量的因數較多,主要有模具、鋁合金的熔煉工藝、擠壓機設備性能 和擠壓工藝參數設置等。在工藝參數中又包括壓力、速度、時間和溫度。壓力包含充型時壓力和充型后的加壓保壓壓力,時間參數包括開始加壓時間和保壓時間,加壓速度是指不同階段的充填速度,溫...