淮安全自動氣缸操作
工業機器人中,氣缸驅動的平行抓手(重復定位精度 ±0.1mm)可抓取 0.1-5kg 的工件,配合力控傳感器實現柔順裝配。服務機器人的行走氣缸采用仿生設計,模仿人類步態(步長 500mm,速度 0.5m/s),并配備防跌倒傳感器(傾斜角度>15° 時自動鎖止)。醫療機器人的手術氣缸精度達 ±0.02mm,用于顯微外科手術器械的驅動,其密封件采用生物相容性材料(符合 ISO 10993 標準)。某協作機器人公司的氣缸解決方案,使機器人的抓取速度提升 30%,能耗降低 25%。氣缸的振動可能由負載不平衡或供氣壓力波動引起,需加裝穩壓閥。淮安全自動氣缸操作

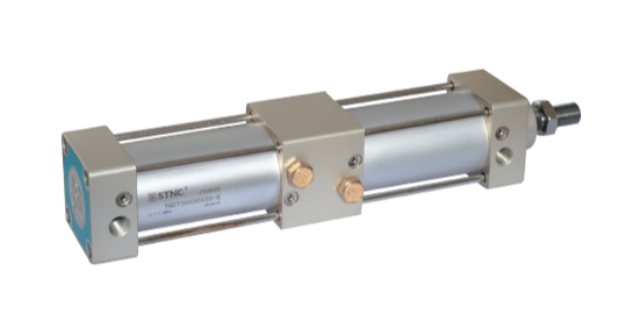
氣缸作為氣動系統的關鍵執行元件,其基礎構造由缸筒、活塞、活塞桿、前后端蓋及密封組件組成。缸筒通常采用鋁合金或不銹鋼材質,內部經過精密珩磨處理,表面粗糙度可達 Ra0.4μm 以下,確保活塞運動的順滑性。活塞與缸筒之間通過 Y 型密封圈或組合密封件實現密封,壓力差驅動活塞往復運動,活塞桿則將線性運動傳遞給外部負載。例如,在自動化生產線中,當電磁閥切換至進氣狀態,壓縮空氣以 0.5-0.8MPa 的壓力推動活塞伸出,帶動夾爪完成工件抓取,返回時通過排氣口釋放壓力,依靠彈簧或背壓實現復位。這種基于帕斯卡原理的能量轉換,具有響應速度快(≤0.1 秒)、控制精度高(行程誤差≤0.5mm)的特點,普遍應用于工業自動化領域。自動化氣缸生產廠家氣缸的安裝支架需具有足夠剛度,避免因振動導致位置偏移或松動。
在氣動系統中,氣缸與氣源處理元件(過濾器、減壓閥、油霧器)、控制元件(電磁閥、比例閥)、輔助元件(消聲器、緩沖器)協同工作。例如,在汽車剎車系統測試臺上,過濾器去除壓縮空氣中的雜質(精度≤5μm),減壓閥將壓力穩定在 0.6MPa,油霧器以 5 滴 / 分鐘的頻率潤滑氣缸,電磁閥通過 PWM 控制實現氣缸的比例動作,緩沖器吸收活塞沖擊能量(沖擊加速度≤10g)。這種協同配置使測試臺的壓力控制精度達到 ±0.02MPa,位移控制精度 ±0.5mm,滿足汽車行業的高標準測試需求。
在現代制造業中,氣缸是自動化設備的關鍵驅動單元。例如,在汽車焊接生產線中,雙作用氣缸用于精確定位焊槍;在食品包裝機械中,無桿氣缸驅動切割刀完成薄膜分切,其無外露活塞桿的設計避免了污染風險。氣缸還常與傳感器(如磁性開關)配合,實現位置反饋,構成閉環控制。在電子裝配線上,迷你氣缸憑借體積小的優勢,執行精密元件的夾取與放置。此外,特殊環境如高溫爐膛或潔凈室,需選用耐熱或防塵氣缸。值得注意的是,隨著電動執行器的興起,氣缸仍因其高性價比、抗過載能力強及故障率低等特點,在重載、高頻場景中保持不可替代的地位。氣缸的節能改造可通過加裝壓力傳感器和智能閥組,優化空氣消耗。
為確保氣缸長期穩定運行,定期維護至關重要。日常檢查包括清理活塞桿表面雜質(防止密封件磨損)、補充潤滑劑(如鋰基脂)以減少摩擦,并排查氣管接頭是否漏氣。常見故障如動作遲緩可能源于氣壓不足或潤滑不良,需調整減壓閥或清洗油霧器;活塞桿卡死則可能是異物進入缸筒,需拆卸清潔并更換損壞的密封圈。若氣缸出現爬行現象(運動不連貫),需檢查負載是否偏心或供氣是否含冷凝水。對于磁性開關失效,應確認安裝位置是否偏移或磁場干擾。建議每5000小時更換一次密封件,并在停用時釋放殘余氣壓,避免密封件長期受壓變形。氣缸的負載率一般不超過80%,否則可能導致速度下降或壽命縮短。上海自動化氣缸供應商
氣缸在包裝機械中用于推動物料、開合模具或驅動傳送帶定位機構。淮安全自動氣缸操作
醫療器械對氣缸的精度和潔凈度要求極高,如手術機器人的關節氣缸(行程 50mm,精度 ±0.05mm),采用陶瓷活塞桿(粗糙度 Ra0.2μm)和全氟醚橡膠密封,避免金屬離子釋放。在透析機中,氣缸驅動的廢液排放閥響應時間≤0.03 秒,確保透析過程的精確控制。康復訓練設備的氣缸可模擬人體關節運動(角度誤差≤1°),幫助患者恢復肢體功能。某醫療器械公司的氣缸產品通過 ISO 13485 認證,其潔凈度等級達 Class 8(≥0.5μm 顆粒數≤3520000 個 /m3)。淮安全自動氣缸操作
- 浦東新區什么是過濾器維修價格 2025-04-16
- 青浦區什么是電磁閥什么價格 2025-04-16
- 宿遷制造電磁閥價格 2025-04-16
- 衢州哪里有電磁閥哪家好 2025-04-16
- 浦東新區氣缸操作 2025-04-16
- 淮安全自動氣缸操作 2025-04-16
- 鹽城制造電磁閥規格尺寸 2025-04-16
- 自動化氣缸價格咨詢 2025-04-16
- 連云港耐用過濾器生產廠家 2025-04-16
- 鎮江購買電磁閥操作 2025-04-16
- 上海半導體鏡面拋光生產企業 2025-04-16
- 上海鎂鋁合金超聲波模具找哪家 2025-04-16
- 深圳化學過濾器市場價 2025-04-16
- 數顯皮帶張力計探頭TYPE3 2025-04-16
- 江蘇空洞超聲顯微鏡工作原理 2025-04-16
- 天津番經柔版印刷機價格 2025-04-16
- 宿遷貼標機供應商 2025-04-16
- 云南真空烘箱腔體制造 2025-04-16
- 惠山區購買非標生產線控制系統銷售價格 2025-04-16
- 上海什么角度傳感器維保 2025-04-16