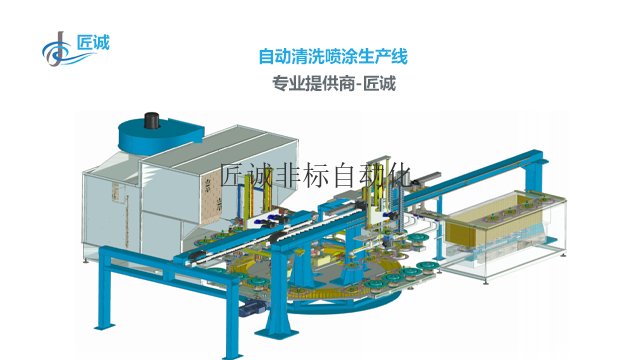
涂裝設(shè)備噴漆涂裝流水線
?運(yùn)行流程?textCopyCode上料→前處理(脫脂/水洗)→水分烘干(60-80℃)→自動(dòng)噴涂(多軸聯(lián)動(dòng))→流平(5-10min)→固化(120-180℃)→冷卻→質(zhì)檢→下料全過(guò)程由**控制系統(tǒng)(SCADA)監(jiān)控,實(shí)現(xiàn)數(shù)據(jù)采集、故障報(bào)警與工藝參數(shù)追溯?12。二、維修手冊(cè)要點(diǎn)?日常維護(hù)??噴槍組件?:每日清潔噴嘴積漆,檢查電極針磨損(更換周期≤500h)?2。校準(zhǔn)霧化氣壓與出漆量偏差(允許誤差±5%)?2。?輸送系統(tǒng)?:每周潤(rùn)滑鏈條/導(dǎo)軌,檢查張緊度(下垂量≤5mm/m)?2。每月檢測(cè)輸送帶跑偏量(橫向偏移≤2mm)?1。?除塵裝置?:每班清理濾筒粉塵,壓差報(bào)警閾值設(shè)定為1500Pa?1。每季度更換密封條,檢測(cè)漏風(fēng)率(≤3%)?1。噴涂壓力、噴槍口徑等參數(shù)需根據(jù)材質(zhì)(鋼材/復(fù)合材料)差異化設(shè)置,否則易出現(xiàn)厚度偏差超30μm的斑駁。涂裝設(shè)備噴漆涂裝流水線
自動(dòng)化噴漆設(shè)備技術(shù)難點(diǎn)分析?1. 復(fù)雜表面適配與涂層均勻性控制??不規(guī)則曲面噴涂?:大型構(gòu)件(如橋梁鋼結(jié)構(gòu))存在復(fù)雜曲面、棱角及焊縫,需動(dòng)態(tài)調(diào)整噴槍角度與距離,確保涂層覆蓋均勻?45。?工藝參數(shù)匹配?:噴涂壓力、噴槍口徑等參數(shù)需根據(jù)材質(zhì)(鋼材/復(fù)合材料)差異化設(shè)置,否則易出現(xiàn)厚度偏差超30μm的斑駁問(wèn)題?24。?動(dòng)態(tài)軌跡規(guī)劃?:機(jī)器人需實(shí)時(shí)計(jì)算運(yùn)動(dòng)軌跡,避免因構(gòu)件尺寸龐大或固定姿態(tài)導(dǎo)致的噴涂盲區(qū)?47。?2. 涂料利用率與環(huán)保要求平衡??霧化效率優(yōu)化?:傳統(tǒng)空氣噴涂涂料利用率*25%-40%,需通過(guò)靜電噴涂或高精度霧化技術(shù)減少過(guò)噴浪費(fèi)?57。?廢氣處理挑戰(zhàn)?:VOCs排放需結(jié)合活性炭吸附+催化燃燒系統(tǒng),但高濕度環(huán)境(>70%)易降低凈化效率,增加能耗?68。?材料兼容性?:涂料黏度變化(如稀釋劑配比偏差)會(huì)導(dǎo)致霧化顆粒直徑波動(dòng),影響涂層質(zhì)量并增加材料損耗?23。嘉興涂裝設(shè)備噴漆涂裝流水線設(shè)備生產(chǎn)廠家當(dāng)人員進(jìn)入危險(xiǎn)區(qū)域時(shí)設(shè)備自動(dòng)降速或停機(jī),較傳統(tǒng)機(jī)械圍欄方案提升60%響應(yīng)速度?57。
?3. 自動(dòng)化系統(tǒng)協(xié)同與穩(wěn)定性??多設(shè)備聯(lián)動(dòng)瓶頸?:噴涂機(jī)器人與輸送線、烘干爐的時(shí)序誤差超過(guò)1秒會(huì)導(dǎo)致工件堆積,需通過(guò)OPC UA協(xié)議實(shí)現(xiàn)毫秒級(jí)信號(hào)同步?46。?定位精度不足?:吊裝工件停止位偏差達(dá)±5cm,需采用激光定位+視覺(jué)糾偏系統(tǒng)將定位精度提升至±1mm?13。?突發(fā)狀況響應(yīng)?:異物附著或涂層瑕疵的識(shí)別延遲超5秒,現(xiàn)有系統(tǒng)依賴人工干預(yù),智能診斷覆蓋率不足60%?38。?4. 環(huán)境控制與設(shè)備可靠性??粉塵/腐蝕防護(hù)?:鑄造車(chē)間PM10濃度>10mg/m3時(shí),普通設(shè)備壽命縮短50%,需IP67防護(hù)等級(jí)+氣密封**部件?36。?壓縮空氣質(zhì)量?:未配置雙級(jí)油水分離器會(huì)導(dǎo)致雜質(zhì)混入涂層,引發(fā)失光或附著力下降(合格率降低20%)?47。?能耗矛盾?:空調(diào)系統(tǒng)占噴涂室總能耗60%,循環(huán)風(fēng)利用與新風(fēng)補(bǔ)充的平衡策略仍不成熟?68。?5. 智能化升級(jí)與數(shù)據(jù)應(yīng)用??工藝參數(shù)優(yōu)化?:缺乏多維度數(shù)據(jù)模型(如壓力-溫度曲線庫(kù)),新訂單調(diào)試周期長(zhǎng)達(dá)3-5天?36。?缺陷檢測(cè)滯后?:傳統(tǒng)視覺(jué)系統(tǒng)對(duì)隱裂、氣泡的識(shí)別率*75%,需結(jié)合AI算法與缺陷樣本庫(kù)提升至95%?78。?維護(hù)成本高?:噴嘴堵塞/磨損占故障35%,人工巡檢導(dǎo)致產(chǎn)線年損失超10萬(wàn)元,智能預(yù)警覆蓋率不足40%?48。
?4. 自動(dòng)化系統(tǒng)協(xié)同與智能決策??多設(shè)備聯(lián)動(dòng)瓶頸?:噴涂機(jī)器人與輸送鏈、烘干爐的時(shí)序配合誤差超1秒即導(dǎo)致工件堆積或烘烤不足?46。?參數(shù)自適應(yīng)能力?:現(xiàn)有系統(tǒng)對(duì)突發(fā)狀況(如異物附著、涂層瑕疵)響應(yīng)滯后,依賴人工干預(yù)補(bǔ)噴?48。?數(shù)據(jù)驅(qū)動(dòng)優(yōu)化?:需建立300+傳感器網(wǎng)絡(luò)實(shí)時(shí)監(jiān)測(cè)膜厚、干燥速率等參數(shù),但多源數(shù)據(jù)融合算法開(kāi)發(fā)難度大?26。?5. 維護(hù)成本與長(zhǎng)期可靠性??噴嘴磨損管理?:噴嘴堵塞/磨損占故障35%,傳統(tǒng)人工巡檢導(dǎo)致單線年損失超10萬(wàn)元,需智能診斷系統(tǒng)提前預(yù)警?23。?設(shè)備防腐需求?:強(qiáng)酸/高濕環(huán)境要求采用316L不銹鋼框架+陶瓷涂層,但制造成本增加40%?46。?能耗控制矛盾?:空調(diào)系統(tǒng)占噴漆室總能耗60%,循環(huán)風(fēng)利用與新風(fēng)補(bǔ)充的平衡策略仍需優(yōu)化?6壓縮空氣中的油水雜質(zhì)(如未配置分離過(guò)濾器)會(huì)混入涂層,引發(fā)失光或附著不良?。
?8.數(shù)據(jù)賦能:預(yù)測(cè)性維護(hù)降低73%意外停機(jī)?通過(guò)振動(dòng)傳感器與流量計(jì)的數(shù)據(jù)融合,匠誠(chéng)烘干設(shè)備可提前14天預(yù)警風(fēng)機(jī)軸承故障。某陶瓷廠接入工業(yè)互聯(lián)網(wǎng)平臺(tái)后,年度計(jì)劃外停機(jī)時(shí)間從86小時(shí)減至23小時(shí)。AI算法還能根據(jù)歷史數(shù)據(jù)優(yōu)化烘干曲線,使衛(wèi)浴陶瓷燒成合格率從88%提升至99.2%,能耗波動(dòng)率控制在±1.8%。?9.極端環(huán)境適應(yīng)性:-40℃凍干清洗技術(shù)突破?在冷鏈設(shè)備制造領(lǐng)域,匠誠(chéng)低溫清洗系統(tǒng)可在-30℃環(huán)境下***冷庫(kù)板發(fā)泡劑殘留。某冷藏車(chē)廠應(yīng)用后,預(yù)冷時(shí)間從6小時(shí)縮短至45分鐘,同時(shí)避免常溫清洗導(dǎo)致的材料變形問(wèn)題。設(shè)備特有的防凍型排水結(jié)構(gòu),更保證在極寒地區(qū)全年穩(wěn)定運(yùn)行,故障率低于0.5次/千小時(shí)。模塊化結(jié)構(gòu)便于維護(hù)升級(jí),降低設(shè)備全生命周期運(yùn)維成本。溫州專業(yè)技術(shù)提供商噴漆涂裝流水線大幅度解放人力
針對(duì)勞動(dòng)密集型行業(yè)(如紡織),開(kāi)發(fā)語(yǔ)音指令系統(tǒng)與AR輔助操作界面,降低員工培訓(xùn)成本?。涂裝設(shè)備噴漆涂裝流水線
維護(hù)保養(yǎng)播報(bào)編輯1.每天在使用噴漆機(jī)前,都應(yīng)注意檢查接地保護(hù)是否完好,接地線對(duì)設(shè)備和人員的安全起著重要的保護(hù)作用,不允許出現(xiàn)接地異常等現(xiàn)象。2.使用之前應(yīng)檢查油管是否漏油,氣管是否漏氣等現(xiàn)象,發(fā)現(xiàn)不良現(xiàn)象及時(shí)處理方可開(kāi)機(jī)運(yùn)行,定期或經(jīng)常性檢查軟管及其連接部位是否有泄漏現(xiàn)象。。3.每班停機(jī)后,擦洗附著在噴漆機(jī)的噴涂空間內(nèi)腔壁上的漆污及沾附在氣缸和軟管上的油漆污,以防止軟管硬化,同時(shí)清理機(jī)器各部份及周?chē)ぷ鳝h(huán)境。4.每周檢查一次電機(jī)及蝸輪箱內(nèi)機(jī)油的污染情況及油量,必要時(shí)添加或更換機(jī)油(正常情況半年需更換一次機(jī)油)。5.每周檢查一次噴漆機(jī)的鏈輪、鏈條潤(rùn)滑情況及鏈條是否張緊,如有松弛,可調(diào)整張緊輪拉緊鏈條。6.定期更換噴漆機(jī)滾刷箱內(nèi)的清洗溶劑,并***沉淀在箱內(nèi)和滾刷上的漆污。涂裝設(shè)備噴漆涂裝流水線
- 江蘇油漆噴漆噴涂噴漆涂裝流水線專業(yè)設(shè)備廠家 2025-05-06
- 廣州全自動(dòng)化非標(biāo)自動(dòng)化促銷(xiāo)價(jià)格 2025-05-06
- 沈陽(yáng)靜電噴涂非標(biāo)自動(dòng)化源頭供應(yīng)商 2025-05-06
- 撫順?lè)菢?biāo)自動(dòng)化噴漆涂裝流水線源頭供應(yīng)商 2025-05-06
- 麗水專業(yè)技術(shù)提供商非標(biāo)自動(dòng)化高效高質(zhì)量噴漆方案 2025-05-06
- 常州全自動(dòng)化噴漆涂裝流水線高效高質(zhì)量噴漆方案 2025-05-06
- 潮州油漆噴漆噴涂非標(biāo)自動(dòng)化專業(yè)設(shè)備廠家 2025-05-06
- 肇慶專業(yè)技術(shù)提供商非標(biāo)自動(dòng)化提供涂裝解決方案 2025-05-06
- 廣州科技住宅五恒系統(tǒng)豪宅標(biāo)配 2025-05-06
- 新余噴漆涂裝流水線促銷(xiāo)價(jià)格 2025-05-06
- 靜安區(qū)定制弱電工程方便 2025-05-06
- 小店區(qū)節(jié)能的廚余垃圾處理器批發(fā)價(jià)格 2025-05-06
- 江蘇油漆噴漆噴涂噴漆涂裝流水線專業(yè)設(shè)備廠家 2025-05-06
- 文成電動(dòng)霍尼韋爾吸頂燈 2025-05-06
- 廣東智能空調(diào)生產(chǎn)廠家 2025-05-06
- 虹口區(qū)未來(lái)弱電工程服務(wù)熱線 2025-05-06
- 江蘇商用廚房中央空調(diào)廠家 2025-05-06
- 嘉定區(qū)綠色技防工程服務(wù)費(fèi) 2025-05-06
- 杭州怎么設(shè)計(jì)新風(fēng)除濕一體機(jī)優(yōu)缺點(diǎn) 2025-05-06
- 廣州全自動(dòng)化非標(biāo)自動(dòng)化促銷(xiāo)價(jià)格 2025-05-06