河南H90黃銅帶哪里好
黃銅帶加工生產方法大致有以下幾種:1、半連續鑄錠加熱-熱軋-冷軋法。此法是成熟的傳統生產方法,應用廣。它適宜于大規模生產,且不受合金標號,除生產帶材和成卷軋制橫切薄板之外,還適宜于生產不同厚度與寬度的中厚板材。2、水平連續鑄造卷坯-成卷冷軋法。此法也屬于現代化黃銅帶加工生產方法,但在生產規模、合金標號、產品寬度上都有一定的局限性,在產品厚度上只能適宜于生產帶材與寬度不大的薄板材。3、塊狀鑄坯-冷軋與擠壓坯料-冷軋法。此種方法已在工業發達國家有所見,但由于其適用品種有限,因此,用于黃銅帶加工使用方面還不寬泛。而,相比來說,紫銅帶、黃銅帶加工,多以半連續鑄錠加熱-熱軋-冷軋法為參考和選擇。抗氧化的黃銅帶,在空氣中能長久保持良好性能。河南H90黃銅帶哪里好
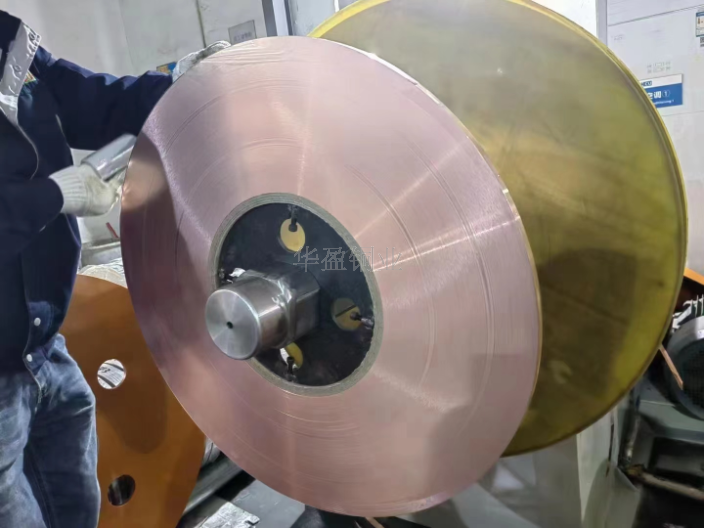
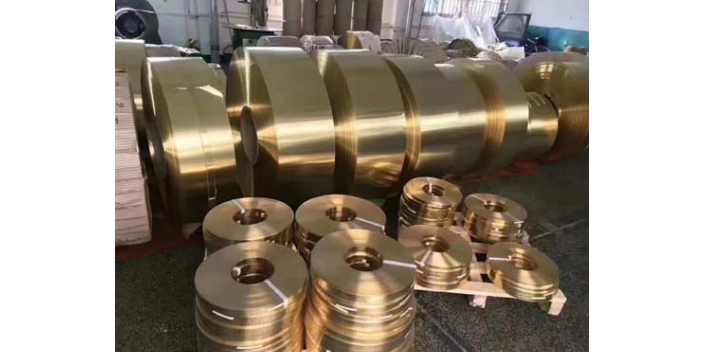
黃銅帶
在電氣和電子行業中,高性能的導電材料一直是不可或缺的關鍵元素。而在這個領域,紫銅帶以其出色的導電性能和機械強度,正逐漸成為行業內的璀璨明星。紫銅帶是一種由純銅或銅合金制成的帶狀材料,具有高純度、強度高、高導電性和良好的冷加工性能等優點。由于這些獨特的性能,紫銅帶在電氣和電子行業中的應用越來越普遍。在電力傳輸領域,紫銅帶被大量用于制作電纜和電線,以其高導電性確保電流的穩定傳輸。同時,紫銅帶的抗拉強度和耐疲勞性能也使其成為制作高壓電纜和特殊用途電線的理想材料。此外,紫銅帶在電子行業中也有著普遍的應用。由于其良好的導電性和耐腐蝕性,紫銅帶被用于制造各種電子元件和電路板。在這些產品中,紫銅帶的穩定性能和高效導電能力對于提高產品的可靠性和性能至關重要。除了電氣和電子行業,紫銅帶在其他領域也有著普遍的應用。例如,在建筑行業中,紫銅帶被用于制作屋頂和墻體材料,以其高耐腐蝕性和美觀的外觀贏得了普遍贊譽。此外,紫銅帶還可用于制作樂器、雕塑等文化藝術品,以其優良的機械性能和美學特性展現出獨特的魅力。總之,紫銅帶作為一種高性能的導電材料,其在各個領域的應用不斷擴大。隨著科技的不斷進步和產業的發展。北京超薄黃銅帶參數H59黃銅帶設備,就選溫州華盈銅業有限公司,讓您滿意,歡迎您的來電哦!
兩相黃銅(從H63至H59),合金組織中除了具有塑性良好的α相外,還出現了由電子化合物CuZn為基的β固溶體。β相在高溫下具有很高的塑性,而低溫下的β′相(有序固溶體)性質硬脆。故(α+β)黃銅應在熱態下進行鍛造。含鋅量大于46%~50%的β黃銅因性能硬脆,不能進行壓力加工。(3)力學性能黃銅線中由于含鋅量不同,機械性能也不一樣,黃銅的機械性能隨含鋅量不同而變化的曲線。對于α黃銅,隨著含鋅量的增多,σb和δ均不斷增高。對于(α+β)黃銅,當含鋅量增加到約為45%之前,室溫強度不斷提高。若再進一步增加含鋅量,則由于合金組織中出現了脆性更大的r相(以Cu5Zn8化合物為基的固溶體),強度急劇降低。(α+β)黃銅的室溫塑性則始終隨含鋅量的增加而降低。所以含鋅量超過45%的銅鋅合金無實用價值。
黃銅的手工氬弧焊黃銅,手工氬弧焊可以采用標準黃銅板焊絲:絲221、絲222和絲224,也可以采用與母材相同成分的材料作填充材料。焊接可以用直流正接,也可以用交流。用交流焊接時,鋅的蒸發比直流正接時輕。通常焊前不用預熱,只有板厚相差比較大時才預熱,焊接速度應盡可能快。焊件在焊后應加熱300~400℃進行退火處理,消除焊接應力,以防止焊件在使用過程中裂縫。黃銅板碳弧焊,黃銅碳弧焊時,根據母材的成分選用絲221、絲222、絲224等焊絲,也可用自制的黃銅焊絲施焊。焊接可以采用氣劑301等作熔劑。焊接應短弧操作,以減少鋅的蒸發和燒損。挑選黃銅帶看細節,表面光滑無瑕疵,厚度均勻,確保使用穩定可靠。
具備材質硬實,不容易浸蝕,且耐熱、耐高壓的特性,可在多種多樣自然環境中應用。與此對比,很多別的管件的缺陷不言而喻,例如以往住房中常用的熱鍍鋅鋼管,非常容易生銹,使用時間不長便會發生飲用水變黃、流水縮小等難題。黃銅板還有一些原材料在高溫下的抗壓強度會快速減少,用以暖氣管的時候會造成不安全風險,而銅的熔點達到攝氏度1083度,開水系統軟件的溫度對銅線無足輕重。如今一般做為家用電器用銅線、致冷用銅線、耐高壓銅線、抗腐蝕銅線、聯接用銅線、水路用銅線、電加熱銅線、工業級銅線。此外由于非標黃銅板具有牢固、抗腐蝕的特點,而變成當代承包單位在全部住房商住樓的自來水管、供暖、致冷管道施工的選擇。另外也有凈重比較輕,傳熱性好,較低溫抗壓強度高特性,常見于生產制造熱力設備(如冷卻器)等,也用以制氧設備中安裝低溫管路。直徑小的銅線常見于運輸有工作壓力的液態(如進氣系統、汽壓系統軟件等)和作為儀表盤的U形管等。溫州華盈銅業有限公司為您提供 軟態黃銅帶設備,歡迎您的來電哦!內蒙古C2300黃銅帶品牌
軟態黃銅帶設備,就選溫州華盈銅業有限公司,用戶的信賴之選,有需要可以聯系我司哦!河南H90黃銅帶哪里好
H62黃銅帶焊片的優勢。1、兩被焊接物體重疊,經超聲振動加壓接合成固態形式,接合時間短,且接合部分不產生鑄造組織(粗糙面)缺陷;2、超聲焊與電阻焊方法比較,H62黃銅帶模具壽命長,模具整修與替換時間少,而且易于實現自動化;3、同種金屬不同種金屬之間均可以進行超聲焊接,與電氣焊相比耗費能量少得多;4、超聲焊與其他壓焊相比,要求壓力較小,且變型量10%以下,而冷壓焊其工件變形量達40%-90%;5、超聲焊接不像其他焊接那樣要求進行H62黃銅帶被焊表面預處理及焊后后處理;6、處理超聲焊接無需助焊劑、金屬填料、外部加熱等外部因素;7、超聲焊接可以使黃銅帶溫度效應降至非常的低(焊區溫度不超過被焊金屬肯對熔化溫度50%),從而不使金屬結構變化,因此很適合電子領域中焊接應用。河南H90黃銅帶哪里好
- 西藏銅箔黃銅帶品牌 2025-04-15
- 安徽鍍錫黃銅帶哪里好 2025-04-15
- 福建C2400黃銅帶規格 2025-04-15
- 湖南銅板黃銅帶價格 2025-04-15
- 天津高精黃銅帶價格 2025-04-15
- 吉林特硬黃銅帶加工 2025-04-14
- 浙江超薄黃銅帶品牌 2025-04-14
- 天津H65黃銅帶加工 2025-04-14
- 廣東超薄黃銅帶廠家 2025-04-14
- 青海C2300黃銅帶價格 2025-04-14
- 南京鋁管廠家 2025-04-15
- 合肥無縫鋁管 2025-04-15
- Ni60合金粉末參考價格 2025-04-15
- 四川霧化球型鎳粉推薦廠家 2025-04-15
- 制造鍍鋁鋅光板售后服務 2025-04-15
- 馬來西亞原礦磁選石英砂規格 2025-04-15
- 寧波金屬粉末燒結管源頭廠家 2025-04-15
- 印尼細顆粒硅砂貿易商 2025-04-15
- 浙江鋁藝**粉末生產商 2025-04-15
- 舟山攪拌機現貨直發 2025-04-15